Самодельный сварочный постоянного тока. Сварочные аппараты своими руками
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени. В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.

Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.

Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
 Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах . Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы - оснащены собственным генератором тока. Отличительная черта - большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы - такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы - такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители - эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:

Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения - сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка - 15 витков, проводом с сечением 1 мм).
- Третья обмотка - 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая - соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства , а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор , который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток . Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
 Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку.
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку.
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м 2 . Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2 , оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6-120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл . Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:

Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус - и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый - со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита . Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации . Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение - сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые - низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.
 Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру - круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру - круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2 . Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
 Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции
, предназначенной для стационарного применения в зоне высоких температур.
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции
, предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.

Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
 Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй - подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
 Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 - 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент - трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода - первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.

Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.

Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Напряжение сети и количество фаз
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Диаметр электрода
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых - наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра - диаметр самого электрода и диаметр его конусовидной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 - 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 - 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
Мощность потребляемая и выходная
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Напряжение холостого хода
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.

Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.

Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.

Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
- напряжение первичной обмотки U1. По сути, это напряжение сети, от которой будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Напряжение электричества, которое должно быть после понижения входящего и не превышающее 80 В. Требуется для возбуждения дуги;
- номинальная сила тока вторичной обмотки I. Этот параметр выбирается из расчета, какими электродами будет вестись сварка и какой максимальной толщины металл можно будет сварить;
- площадь сечения сердечника Sс. От площади сердечника зависит надежность работы аппарата. Оптимальной считается площадь сечения от 45 до 55 см2;
- площадь окна So. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (A/мм2). Это довольно важный параметр, отвечающий за электропотери в обмотках трансформатора. Для самодельных сварочных трансформаторов этот показатель составляет 2,5 - 3 А.
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1ст - витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков - 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 - 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

Работы начинаем с создания каркасов для обмоток . Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией . После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора . Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата - со сварочным трансформатором или на основе конвертора - был выбран второй.
Действительно, сварочный трансформатор - это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью - это обычный однотактный конвертор, его достоинство - в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
Род сварочного тока - постоянный, регулирование - плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять делати из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 - первичная обмотка трансформатора Т1 - конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 - VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 - С24 - его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 - любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60x15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5x25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3...0,5 мм. Индуктивность дросселя - 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 - еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов - К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1...0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4...6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12...14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1...1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора.  Рис. 2
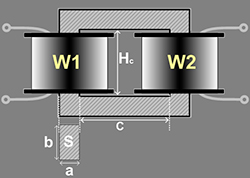
Магнитопровод трансформатора
Рис. 2
Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2x4 витка, вторичная - 2x2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8...1 мм. Ширина бандажа - 10...11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68x10,4 мм 2 без изоляции, будут в тех же условиях охлаждаться лучше.
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом - это необходимо для правильной работы выпрямителя VD11 - VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, - по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35...0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла.  Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2...0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см 2 . Подойдут, например, Ш20х28 или два комплекта Ш 16x20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II - аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44x42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково - выводами катода вправо по рисунку - и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати - шестью, вторая плата с общей точкой всех диодов - шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять - в одном плече, четыре - в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 - VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм: Рис. 5
. Чертеж платы
Рис. 5
. Чертеж платы
Масштаб чертежа платы - 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8...1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д - с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2).  Рис. 6
Теплоотвод
Рис. 6
Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода - медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4...5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника - 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1... 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха.  Рис. 9
. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Рис. 9
. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3...4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.