Alüminyum kalay ile lehimlenebilir mi? Bir havya ile evde alüminyum havya
Ev ustaları, genellikle alüminyum ürünlerin imalatının yanı sıra onarım sorunuyla da uğraşmak zorundadır. İşleme ile ilgili herhangi bir sorun yoksa (metal kolayca kesilir, döndürülür ve bükülür), o zaman parçaları birbirine bağlama işlemi zorluklara neden olur.
Kaynaktan bahsetmiyoruz, bunlar büyük çaplı onarım sorunları. Çoğu zaman, parçaları geleneksel şekilde lehimlemeniz gerekir.
- En yaygın sorun, sızdıran tabaklar veya ev tipi alüminyum kapların kırık parçalarıdır. Düşük ısı direnci ve dikişin zayıf estetiği nedeniyle yapıştırma her zaman uygun değildir. Perçinler sızdırmazlık sağlayamaz. Alüminyumu kalay ile lehimlemeye devam ediyor.
- Kaliteli bir bağlantı için bir diğer ihtiyaç da elektrikli ev aletleridir. Oldukça sık olarak, alüminyum iletkenleri terminallere veya sadece elektrikli ekipmanın yüzeyine bağlamak gerekir. Büküm yerine güçlü bir lehim varsa, ekleme telleri de daha güvenilir olacaktır.
Herhangi bir metal gibi, alüminyum da lehimlenebilir ve lehimlenmelidir. İyi süneklik ve termal iletkenliğe sahiptir. Ama yapışma ile ilgili bir sorun var. Açık havada, metal anında güçlü bir oksit filmi ile kaplanır; bu, bir ısı yalıtkanı olmasının yanı sıra, üzerine lehim uygulamak neredeyse imkansızdır.
Bu nedenle, alüminyumu lehimlemek için yüksek kaliteli bir akı, işteki ilk yardımcıdır. Alüminyumu diğer metallere lehimlemek için de kullanılabilir.
Evde alüminyum lehimlemenin genel ilkeleri

Küçük sırlar. Elinizde özel bir eritici yoksa, ani yüzey oksidasyonuna karşı aşındırıcı koruma kullanabilirsiniz:
- Lehimli alanı bir tuğla parçasıyla kuvvetlice ovalayın. Ortaya çıkan tozun üflenmesi gerekmez. Havyanın ucuna çok miktarda sıradan reçine yazın ve lehim yerini doğrudan tuğla tozunun üstüne doldurun. Daha sonra havyanın ucunu metale kuvvetlice bastırarak yüzeyi ışınlayın.
Düz bir kesim ile, sanki alüminyuma toz sürmek gerekir. Aşındırıcı, ince oksit tabakasını çıkaracak ve lehim ile bağ kuracaktır. İnce elenmiş kum kullanılabilir.
- Başka bir yol da demir talaşı kullanmaktır. Kalın bir çiviyi orta taneli bir törpü ile basitçe taşlayabilirsiniz. Lehim yerine sıvı reçine dökün ve talaşla doldurun. Reçine sertleştiğinde havyanın ucundaki lehimi topluyoruz ve talaşın üzerine yoğun bir şekilde sürüyoruz. Kalay kaplama oksidasyona karşı anında koruma sağlayacaktır.
Trafo yağı kullanımı
Evde alüminyum lehimleme genellikle bir havya ile yapılır.
Lehim pastasını trafo yağı ile karıştırıp yeni temizlenmiş bir yüzeye uygulayabilirsiniz. Ardından, sabit bir lehim tabakası görünene kadar bir havya ile yoğun bir şekilde ovalayın.
Önemli! Bu tür işler bir başlık ile veya iyi havalandırılan bir alanda yapılmalıdır. Aşırı ısınan yağ keskin duman çıkarır.
Ve daha kolay bir yol var. Lehimlemenin gelecekteki yerini ince zımpara kağıdı ile işliyoruz. Ardından hemen yağı dökün.

Yüzeyi bir kez daha yoğun bir şekilde zımpara kağıdı ile ovuyoruz, ardından lehimi ısıtılmış bir havya ile ovuyoruz.

Bağlantının sağlamlığını kontrol etmek için kalay tabakasını ince bir tornavidayla kaldırıyoruz. Lehimin kenarları alüminyumdan çıkarsa, prosedürü tekrarlayın. Stabil kalaylama elde edildikten sonra bu yere hem bakır hem de alüminyum tel lehimlenebilir.

Alüminyum lehimleme için hangi lehim kullanılır?
Lehim seçimi, alüminyum parçaları birleştirme yönteminden etkilenir.
- Normal bir havya kullanıyorsanız, erime noktası düşük bir malzemeye ihtiyacınız vardır. Elektrik bağlantıları genellikle geleneksel lehim kullanır. Bunlar aşağıdaki alaşım türleridir: çinko-kalay, bakır-kalay ve bizmut-kalay. Bizce POS serisinin amatör telsiz satıcıları olarak daha iyi tanınırlar.
Bu alaşımların eritilmesi kolaydır, havyadan çok az ısı alırlar (alüminyumun yüksek ısıl iletkenliği göz önüne alındığında bu önemlidir). Ek olarak, bu tür malzemelerin uygun bir fiyata satın alınması kolaydır. Bununla birlikte, düşük erime noktalı lehim kullanan bağlantıların mukavemeti düşüktür. Bu yöntem sadece elektrik tesisatı için uygundur.
Musluğu bir alüminyum çaydanlığa lehimlediyseniz veya bir tavada yanmış bir deliği yamaladıysanız, bağlantı yüksek sıcaklıkların etkisi altında hızla çökecektir.
Aşırı durumlarda, kalay ve çinkodan oluşan ortak refrakter lehim TsOP-40'ı kullanabilirsiniz. Böyle bir bağlantı, sıcaklığı oldukça iyi tutar, ancak düşük bir gerilme direncine sahiptir.
- Mekanik olarak güçlü bağlantılar için refrakter lehimler kullanılır. Ayrıca yüksek sıcaklıklarda erimezler. Bileşim mutlaka gerçek alüminyumu içermelidir.
En yaygın alaşımlar alüminyum-bakır-silikondur.Alüminyum, bileşimin diğer bileşenlerinde iyi çözünür ve iş parçası ile moleküler düzeyde bir bağlantı sağlar. Bakır süneklik katacak ve silikon bağlantıyı güçlü kılacaktır. Ev tamircilerinin favori lehimi, yerli bileşim 34A'dır.

Daha pahalı (bu, kalite artışı anlamına gelmez) - ithal "Alüminyum - 13". Bu tür lehimlerin avantajları, parçaları yüksek kalitede kaynaklayabilmeleri ve daha sonra yük altında çalışabilmeleridir.
Elbette bu lehimler ark kaynağının gücüne ulaşmıyor ama bulaşıkları onların yardımıyla onarmak iyi sonuç veriyor.
Ancak alüminyum esaslı lehimler yaklaşık 600°C sıcaklıkta erimektedir. Bir havya ile bu sonuç elde edilemez.
Mekanik olarak güçlü ve ısıya dayanıklı bağlantılar için gaz brülörlü alüminyum lehimleme kullanılır.
Not
Dış benzerliğe ve bağlantının kalitesine rağmen, meşale ile lehimlemenin kaynakla hiçbir ilgisi yoktur. Sadece lehim eritilir, iş parçasının ana metali tüm süreç boyunca katı kalır.

Bir argon ortamında kaynak yapmak yerine bir torçla lehimlemenin avantajları:

Bir meşale ile lehim nasıl yapılır
Bir havya ile lehimlemede olduğu gibi, bağlantıyı hazırlamadan yapamazsınız. Metal kirden arındırılmalı, pürüzsüz bir yüzey elde edilene kadar zımparalanmalıdır. Ardından, ister kelepçeler ister mengene olsun, parçaları herhangi bir aparat yardımıyla sabitlemeniz gerekir.
Bir brülörle çalışırken, alüminyum boşluklar tüm yüzey üzerinde ısınacaktır. Ve metalin yüksek ısıl iletkenliği göz önüne alındığında, parçalar üzerinde koruyucu eldivenlerle bile elinizle tutabileceğiniz hiçbir yer olmayacaktır.
Çalışma alanı yanıcı nesnelerden ve sıvılardan arındırılmalıdır. Yoğun havalandırma sağlayın - yakıcı salgılar olmasa bile, ısıtılmış akışlar hoş olmayan bir koku yayar. Yangın söndürücülere dikkat edin.
Kenar boşluğu uzunluğunda tel lehim hazırlamak gerekir. Lehimi tutmak için uzunluğun% 10'unu bırakarak her bir çubuğu tamamen kullanamazsınız. Ve ısıtmayı durdurmak ve yeni bir pakete gitmek mantıksızdır.
Önemli! Sürekli lehimleme ile daha iyi bir dikiş elde edilir. İşlemi kesintiye uğrattıysanız (zorla), çalışmaya devam etmeden önce, katılaşmış lehim de dahil olmak üzere tüm lehimleme yerini tamamen ısıtın. Birkaç katman uygulanırken aynı şey yapılmalıdır. Önce donmuş katmanı ısıtıyoruz, sonra bir sonrakini koyuyoruz.
Brülör alevi her zaman sizden uzağa yönlendirilir. Yolunda hiçbir nesne olmamalıdır.
Alüminyum kütüğün renginin parlak turuncuya değiştirilmesine izin verilir. Metal erimeyecek ve maksimum sıcaklığa ısıtıldığında lehim daha eşit bir şekilde uzanacaktır.

Akı kullandığınızdan emin olun. Lityum ve potasyum klorürlerin yanı sıra çinko klorüre dayalı kanıtlanmış bileşikler vardır. Bunlar F-59A, F-61A, F-64A gibi markalardır. Daha yüksek sıcaklıkta lehimleme için F-34A kullanmak daha iyidir. Sodyum florür içerir.
Alüminyumu lehimlemek için eritken elle hazırlanabilir. Ancak, yakıcı maddeler mutlaka bileşimine dahil edildiğinden, bunun yapılması önerilmez. Mağazada hazır bir kompozisyon satın almak daha iyidir.
Önemli! Lehimleme sırasında flux dumanını solumak çok zararlıdır. Bir solunum cihazı veya portatif egzoz kullanın.
Bunun için özel ekipman olmadan alüminyumu (ve buna dayalı alaşımları) lehimlemenin veya kalaylamanın imkansız olduğuna dair yaygın bir inanç var.
Argüman olarak iki faktör verilmiştir:
- hava ile temas ettiğinde alüminyum parçanın yüzeyinde kimyasal olarak dayanıklı ve refrakter bir oksit film (AL 2 O 3 ) oluşur ve bunun sonucunda kalaylama işlemine engel oluşur;
- alüminyumun 660°C'de erimesi nedeniyle lehimleme işlemi önemli ölçüde karmaşıktır (alaşımlar için bu aralık 500 ila 640°C'dir). Ek olarak, ısıtma işlemi sırasında sıcaklığı 300 ° C'ye (250 ° C'ye kadar olan alaşımlar için) yükseldiğinde metal gücünü kaybeder, bu da alüminyum yapıların stabilitesinin ihlaline neden olabilir.
Yukarıdaki faktörler göz önüne alındığında, alüminyumu geleneksel yöntemlerle lehimlemek gerçekten imkansızdır. Özel lehimlerin kullanımıyla birlikte güçlü akışların kullanılması sorunun çözülmesine yardımcı olacaktır. Bu malzemeleri ayrıntılı olarak ele alalım.
Lehim
Yaygın olarak kullanılan lehim bazları kalay (Sn), kurşun (Pb), kadmiyum (Cd), bizmut (Bi) ve çinkodur (Zn). Sorun şu ki, alüminyum pratik olarak bu metallerde (çinko hariç) çözünmez ve bu da bağlantıyı güvenilmez hale getirir.
Son derece aktif bir akı kullanarak ve eklemleri uygun şekilde işleyerek, kalay-kurşun lehimi kullanmak mümkündür, ancak böyle bir kararı reddetmek daha iyidir. Ayrıca, Sn-Pb sistemine dayalı lehim bağlantısı düşük korozyon direncine sahiptir. Lehimleme yerine boya ve vernik kaplama uygulamak bu dezavantajdan kurtulmanızı sağlar.
Alüminyum parçaları lehimlemek için silikon, bakır, alüminyum, gümüş veya çinko bazlı lehim kullanılması arzu edilir. Örneğin, alüminyum (%66), bakır (%28) ve silikondan (%6) oluşan 34A veya daha yaygın olan DSP-40 (Sn - %60, Zn - %40).
Lehim bileşimindeki çinko yüzdesi ne kadar yüksek olursa, bağlantının o kadar güçlü olacağını ve korozyona karşı direncinin o kadar yüksek olacağını unutmayın.
Yüksek sıcaklıkta lehim, bakır, silikon ve alüminyum gibi metallerden oluşan lehim olarak kabul edilir. Örneğin, yukarıda belirtilen yerli lehim 34A veya bunun% 87 alüminyum ve% 13 silikon içeren ve 590 ila 600 ° C arasındaki sıcaklıklarda lehimlemeye izin veren yabancı analogu "Alüminyum-13" gibi.

akı
Flux seçerken hepsinin alüminyuma karşı aktif olamayabileceği dikkate alınmalıdır. Bu tür amaçlar için yerli bir üreticinin - F-59A, F-61A, F-64 ürünlerinin kullanılmasını önerebiliriz, bunlar trietanolamin ilavesiyle amonyum floroboratlardan oluşur. Kural olarak, şişe üzerinde bir işaret vardır - "alüminyum için" veya "alüminyum lehimlemek için".

Yüksek sıcaklıkta lehimleme için 34A markası altında üretilen flux satın almalısınız. Potasyum klorür (%50), lityum klorür (%32), sodyum florür (%10) ve çinko klorürden (%8) oluşur. Böyle bir bileşim, yüksek sıcaklıkta lehimleme yapılırsa en uygunudur.

Yüzey hazırlığı
Kalaylamaya başlamadan önce aşağıdaki adımları gerçekleştirmelisiniz:
- yüzeyi aseton, benzin veya başka bir çözücü ile yağdan arındırın;
- oksit filmi lehimlemenin yapılacağı yerden çıkarın. Temizlik için zımpara kağıdı, aşındırıcı tekerlek veya çelik tel kıllara sahip bir fırça kullanılır. Alternatif olarak, dağlama kullanılabilir, ancak bu prosedür, özgüllüğü nedeniyle çok yaygın değildir.
Temizlenen yerde anında yeni bir oluşum ortaya çıktığı için oksit filmi tamamen çıkarmanın mümkün olmayacağı unutulmamalıdır. Bu nedenle, filmi tamamen çıkarmak için değil, akının görevini basitleştirmek için kalınlığını azaltmak için sıyırma yapılır.
Lehim noktası ısıtması
Küçük parçaları lehimlemek için en az 100W gücünde bir havya kullanabilirsiniz. Büyük nesneler daha güçlü bir ısıtma aleti gerektirecektir.

Isıtma için en iyi seçenek, bir gaz brülörü veya kaynak makinesi kullanmaktır.

Brülörü bir ısıtma aracı olarak kullanırken, aşağıdaki nüanslar dikkate alınmalıdır:
- eriyebileceği için ana metali aşırı ısıtmayın. Bu nedenle, işlem sırasında sıcaklık düzenli olarak izlenmelidir. Bu, ısıtılmış elemana lehimle dokunarak yapılabilir. Lehimin eritilmesi, gerekli sıcaklığa ulaşıldığını size bildirir;
- metal yüzeyin güçlü oksidasyonuna katkıda bulunduğundan, gaz karışımını zenginleştirmek için oksijen kullanılmamalıdır.
Lehimleme talimatları
Alüminyum parçaların lehimlenmesi işlemi kendine özgü özelliklere sahip değildir, çelik veya bakır ile aynı şekilde gerçekleştirilir.
Eylemlerin algoritması aşağıdaki gibidir:
- lehimleme yeri yağdan arındırılır ve temizlenir;
- parçalar istenen pozisyonda sabitlenir;
- kavşak ısınır;
- (aktif akı içeren) lehim çubuğuna bağlantı noktasına dokunun. Akı içermeyen bir lehim kullanılıyorsa, oksit filmi yok etmek için bir akı uygulanır ve ardından lehimleme yerine sert bir lehim parçası sürülür.
Alüminyum oksit filmi parçalamak için çelik tel kıllı bir fırça da kullanılır. Bu basit araçla, erimiş lehim bir alüminyum yüzeye sürülür.
Alüminyum lehimleme - eksiksiz video eğitimi
https://www.youtube.com/watch?v=ESFInizLE9U
Gerekli malzemeler mevcut değilse ne yapmalı?
Lehimleme için gerekli tüm malzemeleri hazırlamak mümkün olmadığında, kalay veya kalay-kurşun lehim kullanan alternatif bir yöntem kullanılabilir. Akı gelince, rosin ile değiştirilir. Eskisinin yerine yeni bir alüminyum oksit filmi oluşturmamak için, erimiş reçine tabakası altında sıyırma işlemi gerçekleştirilir.
Havya, doğrudan amacına ek olarak, oksit filmi yok eden bir alet olarak kullanılacaktır. Bunu yapmak için iğnesine özel bir kazıyıcı konur. Rosin'e metal talaşları ekleyerek işlemin etkinliğini artırabilirsiniz.
İşlem aşağıdaki gibidir:
- ısıtılmış kalay kaplı bir havya ile lehimleme yerinde rosin eritilir;
- reçine yüzeyi tamamen kapladığında, bir havya ucuyla ovalamaya başlarlar. Sonuç olarak, metal talaşları ve bir acı, alüminyum oksit filmi yok eder. Erimiş reçine tabakası, alüminyum yüzeye hava girmesine izin vermediğinden, üzerinde bir oksit filmi oluşmaz. Film bozuldukça parçada kalaylanma meydana gelir;
- kalaylama işlemi bittiğinde parçalar birleştirilir ve lehimin erime sıcaklığına ulaşıncaya kadar ısıtılır.
Alüminyumu özel malzemeler olmadan lehimleme işleminin, başarılı bir şekilde tamamlanma garantisi olmayan oldukça zahmetli bir işlem olduğu konusunda uyarılmalıdır. Bu nedenle, özellikle böyle bir bağlantının kalitesi ve güvenilirliği şüpheli olacağından, bu tür işlerde zamanınızı ve enerjinizi boşa harcamamak daha iyidir.
Evde bile alüminyum lehimlemenin zorluk çıkarmayacağı aktif akı ve yüksek sıcaklık lehimi satın almak çok daha kolaydır.
Pek çok uzmanın haklı olarak inandığı gibi, alüminyumu lehimlemek oldukça karmaşık bir teknolojik süreçtir. Bu arada, böyle bir görüş yalnızca alüminyum ürünleri diğer metallerden parçaları bağlamak için kullanılan lehimler ve eritkenler kullanarak lehimlemeye çalıştıkları durumlarla ilgili olarak doğru kabul edilebilir: bakır, çelik vb. alüminyum , ilgili lehimin yanı sıra, bu teknolojik süreç herhangi bir özel zorluk göstermez.
Proses Özellikleri
Alüminyumun geleneksel lehimler ve eritkenlerle lehimlenmesi, başta bu metalin özellikleriyle ilgili olmak üzere bir dizi faktör nedeniyle zordur. Bu faktörlerin başlıcası, alüminyum parçaların yüzeyinde yüksek bir erime noktasına ve olağanüstü kimyasal dirence sahip bir oksit filmin bulunmasıdır. Lehimleme sırasında böyle bir film, ana metal ile lehim malzemesinin bağlanmasını engeller.
Alüminyum ürünleri lehimlemeden önce, yüzeyleri oksit filmden iyice temizlenmelidir; bunun için işleme veya güçlü bileşenler içeren eritkenler uygulayabilirsiniz.

Alüminyumun kendisi, yüzeyindeki oksit filmin aksine oldukça düşük bir erime noktasına sahiptir: 660 derece, bu da lehimleme işlemini zorlaştırır. Alüminyumun bu özelliği, ısıtıldığında, parçalarının hızla mukavemetini kaybetmesine ve 250-300 derece aralığındaki belirli bir sıcaklıkta bu metalden yapılan yapıların stabilitesini kaybetmeye başlamasına neden olur. En yaygın alüminyum alaşımlarının bir parçası olan en eriyebilir bileşen, 500-640 derece sıcaklık aralığında erimeye başlar, bu da birleştirilecek parçaların aşırı ısınmasına ve hatta erimesine neden olabilir.
Lehimleme için kullanılan düşük erime noktalı lehimlerin çoğu kalay, kadmiyum, bizmut ve indiyum bazlıdır. Alüminyum bu elementlerle iyi bir şekilde birleşmez, bu da kullanımları ile elde edilen lehim bağlantılarını çok kırılgan ve güvenilmez hale getirir. Alüminyum ve çinko karşılıklı olarak iyi bir çözünürlüğe sahiptir, bu nedenle bu element lehimlerde kullanıldığında ortaya çıkan bağlantıya yüksek mukavemet sağlar.


Kullanılan malzemeler
Alüminyum ürünlerin lehimlenmesinde, parçaların yüzeyi iyice temizlenirse ve yüksek derecede aktif eritkenler kullanılırsa, kalay-kurşun grubundan lehimler kullanılabilir. Alüminyum, kalay ve kurşunun karşılıklı çözünürlüğünün zayıf olması nedeniyle onların yardımıyla elde edilen bileşikler çok güvenilir değildir ve ayrıca korozyon işlemlerinin gelişmesine eğilimlidirler. Bu derzlerin korozyona karşı daha dayanıklı olması için özel bileşiklerle kaplanması gerekir.
En kaliteli, güvenilir ve korozyona dayanıklı lehim bağlantısı, çinko, bakır, silikon ve alüminyum içeren lehimler elde etmenizi sağlar.
Bu unsurları içeren lehimler hem yerli hem de yabancı firmalar tarafından üretilmektedir. En yaygın yerli markalar %40 çinko ve %60 kalay içeren TsOP40 ve alüminyum (%66), bakır (%28) ve silikon (%6) içeren 34A'dır. Alüminyum ürünleri lehimlemek için lehimde bulunan çinko, yalnızca ortaya çıkan bağlantının gücünü değil, aynı zamanda korozyon direncini de belirler.
Kalay-kurşun lehimler, yukarıdakilerin hepsinin en düşük erime noktasına sahiptir. En yüksek sıcaklık malzemeleri, alüminyum ve silikon içerenler ile bakır ve silikon ile birlikte alüminyum içeren malzemelerdir. İkincisi, özellikle erime noktası 530-550 derece aralığında olan popüler marka 34A'nın lehimini içerir.
Bilgi için: alüminyum ve silikon bazlı malzemeler 590-600 derece sıcaklıkta erir.
Erime noktası göz önüne alındığında, bu tür lehimler, iyi ısı dağılımı sağlayan büyük boyutlu alüminyum parçaları veya yeterince yüksek sıcaklıklarda eriyen alüminyum alaşımlarından yapılmış ürünleri bağlamanın gerekli olduğu durumlarda kullanılır.
Ancak elbette en yaygın markalarından biri HTS-2000 olan düşük sıcaklıklı lehimler, işte maksimum kolaylık gösteriyor.

Alüminyum lehimleme teknolojisi, ana metalin lehim malzemesiyle bağını iyileştirmek için gerekli olan özel bir eritkenin kullanılmasını zorunlu olarak içerir. Bu nedenle, bu tür malzemelerin seçimine çok sorumlu bir şekilde yaklaşmak gerekiyor. Bu gereklilik, özellikle alüminyum parçaların kalay-kurşun lehim kullanılarak lehimlenmesi gereken durumlarda geçerlidir. Akıların bileşimi, alüminyuma göre aktivitesini oluşturan elementler içerir. Bu elementler şunları içerir: trietanolamin, çinko floroborat, amonyum floroborat, vb.

En popüler yerli malzemelerden biri F64 flux'tur. F64'ün popülaritesi, bu malzemenin artan aktivite ile karakterize edilmesinden kaynaklanmaktadır. Bu kalite sayesinde alüminyum parçaların yüzeyini refrakter oksit filmden bile temizlemeden F64 flux ile lehimleme yapmak mümkündür.
Popüler yüksek sıcaklık akışlarından, %50 potasyum klorür, %32 lityum klorür, %10 sodyum florür ve %8 çinko klorür içeren 34A dereceli malzeme ayırt edilmelidir.
parça hazırlama
Kaliteli ve güvenilir bir bağlantı elde etmek için sadece alüminyum lehimlemeyi bilmek yeterli değildir, birleştirilecek parçaların yüzeylerini doğru şekilde lehimlemeye hazırlamak da önemlidir. Bu tür bir hazırlık, yüzeylerin yağdan arındırılmasından ve oksit filmin onlardan çıkarılmasından oluşur.
Yağ giderme için geleneksel araçlar kullanılır: aseton, benzin veya herhangi bir uygun çözücü.
Kendi ellerinizle de kolayca yapabileceğiniz lehimlemeden önce oksit filmi çıkarmak, esas olarak taşlama makinesi, zımpara kağıdı, metal fırça veya paslanmaz tel örgü kullanabileceğiniz işleme ile yapılır. Çok daha az sıklıkla, böyle bir filmi çıkarmak için, asit çözeltileri kullanarak alüminyum parçaların yüzeyinin aşındırılmasını içeren kimyasal bir yöntem kullanılır.

Bildiğiniz gibi alüminyum, çevredeki hava ile temas ettiğinde neredeyse anında yüzeyinde bir oksit filmi oluşur. Bu işlem, lehimlemeden önce temizlenen yüzeyde de gerçekleşir, ancak sıyırmanın anlamı, yeni oluşan filmin çıkarılan filmden çok daha ince olması, dolayısıyla akının bununla baş etmesi çok daha kolay olacaktır.
Isıtma kaynakları
Birleştirilecek genel alüminyum parçaların ısıtıldığı ve lehimin eritildiği bir eleman olarak, esas olarak bir propan veya bütan gazı brülörü kullanılır. Bir ev atölyesinde alüminyum ürünleri kendi ellerinizle lehimlemeye karar verirseniz, sıradan bir kaynak makinesi kullanabilirsiniz.

Isıtıldığında birleştirilecek parçaların erimemesine dikkat edilmelidir. Bu amaçla, erime başlangıcını kontrol etmek için parçaların yüzeyine mümkün olduğunca sık lehimle dokunulur. Bu, çalışma sıcaklığına ulaşıldığını gösterecektir.
Lehimlemeden önce parçaları ve lehimi ısıtırken, bir gaz brülörünün alevini de izlemek gerekir: onu oluşturan gaz ve oksijen karışımı dengelenmelidir. Bu, dengeli bir gaz karışımının metali aktif olarak ısıtması, ancak ciddi bir oksitleyici etkiye sahip olmaması nedeniyle gereklidir. Gaz karışımının dengeli olduğu, küçük bir boyuta sahip olan alevin parlak mavi rengi ile kanıtlanmaktadır. Brülör alevi çok küçükse ve soluk mavi bir renge sahipse, bu gaz karışımında çok fazla oksijen olduğunun bir göstergesidir.
Küçük alüminyum ürünleri lehimlemek için elektrikli havyalar ve düşük sıcaklıkta eriyen lehimler kullanılır.
Teknolojik lehimleme yöntemleri
Yürütme teknolojisine göre alüminyumdan yapılmış parçaların lehimlenmesi, diğer metallerden yapılan ürünlerin birleştirilmesi sürecinden pratik olarak farklı değildir. İlk olarak birleştirilecek parçalar yağdan arındırılır ve iyice temizlenir, ardından birbirine göre istenilen konuma yerleştirilir. Ardından, gelecekteki bağlantı bölgesine bir akı uygulamak ve lehim ile birlikte çalışma sıcaklığına kadar ısıtmaya başlamak gerekir.

Çalışma sıcaklığına ulaşıldığında, lehimin ucu erimeye başlayacak, bu nedenle ısıtma işlemini kontrol ederek parçaların yüzeyine sürekli dokunmaları gerekir.
Akı içermeyen lehimin kullanıldığı lehimleme alüminyum ürünleri kendi özelliklerine sahiptir. Lehimin oksit film tarafından parçanın yüzeyine nüfuz etmesini önlemek için ucunun gelecekteki bağlantı yerine çarpması gerektiği gerçeğinden oluşurlar. Böylece filmin bütünlüğü bozulur ve lehim ana metale serbestçe bağlanır.
Lehimlemenin pratikte nasıl yapıldığını görmek için eğitim videosunu izleyebilirsiniz.
Lehimleme işlemi sırasında oksit filmi yok etmeyi sağlayan başka bir teknolojik teknik var. Bu, bağlantı noktası ve zaten erimiş lehim üzerine sürülen paslanmaz çelik bir çubuk veya metal bir fırça kullanılarak yapılabilir.
Lehimleme ile mümkün olan en güçlü bağlantıyı elde etmek için birleştirilecek yüzeyler önceden kalaylanmalıdır.
sürecin kapsamı
Büyük pratik önemi olan, sadece evde alüminyum lehimlemek değildir. Bu teknoloji onarım ve imalat işletmelerinde de aktif olarak kullanılmaktadır. Lehimleme yöntemini kullanarak, yüksek mukavemet, güvenilirlik ve estetik çekicilik ile karakterize edilen bağlantılar elde etmek mümkündür.

Bu teknoloji, araçlar, traktörler ve motosikletler ile onarım çalışmaları yapılırken çok popülerdir. Bu popülerlik, lehimleme sırasında birleştirilen metalin yapısında herhangi bir değişiklik olmaması ve bu nedenle birçok durumda böyle bir bağlantı yönteminin kaynak yapmaktan daha fazla tercih edilmesiyle açıklanmaktadır.
Bir alüminyum radyatörün veya karterin sızdırmazlığını geri yüklemek, alüminyum alaşımından yapılmış aşınmış veya tahrip olmuş bir parçayı onarmak gerektiğinde lehimlemenin pratikte hiçbir alternatifi yoktur. Bu tür onarımları kendi ellerinizle yapabilmeniz de uygundur, bu karmaşık ve pahalı ekipman gerektirmez.

Alüminyum alaşımlı bir silindir bloğunda oluşan yanmalar, talaşlar ve çatlaklar da lehimleme ile başarılı bir şekilde onarılabilir. Bu teknoloji, aşınmış iç dişlerin eski haline getirilmesi gerektiğinde çok kullanışlıdır. Bu durumda, aşınmış dişli delik erimiş lehim ile doldurulur ve ardından içine bir cıvata vidalanır. Lehim sertleştikten sonra cıvata delikten döndürülür ve içinde gerekli parametrelere göre oluşturulmuş bir diş bulunur. Bu kadar basit bir işlem, mukavemet özellikleri açısından hiçbir şekilde orijinalinden daha düşük olmayan yeni bir iplik elde etmenizi sağlar.
Ek olarak, alüminyumdan ve bu metalin alaşımlarından yapılmış boruların sızdırmazlığını onarmak ve eski haline getirmek için lehimleme başarıyla kullanılır. Bu tür borular artık birçok teknik cihazda aktif olarak kullanılmaktadır. Lehimleme yardımıyla, kalifiye uzmanların pahalı hizmetlerine başvurmadan, günlük yaşamda kullanılan alüminyum ve alaşımlarından yapılmış birçok ürünü tamir etmek için kendiniz yapabilirsiniz: tabaklar, merdivenler, çeşitli iç detaylar, oluklar, dış cephe elemanları, vb. Lehimleme kullanarak sadece tamir etmekle kalmaz, aynı zamanda alüminyumdan herhangi bir yapıyı kendi ellerinizle yapabilirsiniz.
Video eğitimlerinden öğrenmesi zor olmayan yüksek kaliteli sarf malzemelerinin kullanımı ve teknolojiye sıkı sıkıya bağlı kalmak, yüksek kaliteli, güvenilir, çekici ve düzgün görünümlü lehimleme bağlantıları elde etmenizi sağlar.
Doğaçlama araçlar kullanmak
Alüminyum parçaları birleştirmek için özel olarak tasarlanmış aktif akı ve lehimin olmadığı ve acilen lehimlenmesi gereken durumlar vardır. Bu gibi durumlarda lehimleme, alüminyum ve kalay veya kalay ve kurşundan oluşan geleneksel lehim ile yapılabilir. Bu durumda, reçine bir akış olarak kullanılabilir.
Bu lehimleme yöntemini kullanırken, oksit film, ek olarak metal talaşlarının eklenebileceği bir rosin tabakası altında yok edilir. Onu yok etmek için, önce kalaylanması gereken kazıyıcılı özel bir havya kullanılır. Sıyırıcı, talaşla birlikte parçaların yüzeyindeki oksit filmi yok eder ve reçine, yenisinin oluşumunu engeller. Ek olarak, erimiş lehimi gelecekteki bağlantı yerine hareket ettiren bir sıyırıcı havya, kalaylanmasını sağlar.
Alüminyum ve alaşımları çeliğe göre sadece biraz daha düşüktür, ancak işlenmesi çok kolaydır, iyi bir görünüme sahiptir ve termal ve elektriksel iletkenlik gibi mükemmel niteliklere sahiptir. Ancak bu özelliklerinin yanı sıra lehimlenmesinin zorluğu da vardır. Alüminyumun nasıl lehimleneceği sorusu sadece acemi amatörler tarafından değil, aynı zamanda bakır, pirinç ve çeliği lehimlemek zor olmayanlar tarafından da sorulur.
Alüminyumu lehimlemek karmaşık bir işlemdir, bu nedenle tüm teknolojisini bilmeniz gerekir.
Alüminyum ile çalışmak, havada anında oksitlenme kabiliyeti nedeniyle kolay değildir, bunun sonucunda yüzey, agresif ortamlara karşı direnci arttırılmış ince bir Al2O3 oksit filmi ile kaplanır. Bu nedenle özel cıva akıları veya değiştirilebilir lehim uçları kullanılır veya lehimleme yöntemine bağlı olarak oksit çeşitli şekillerde giderilir.
Alüminyumu lehimlemeden önce, filmin mekanik olarak çıkarılmasına, işyerinin bir iğne törpüsü ile temizlenmesine başvururlar, ancak alüminyumun su veya hava ile teması, ilk duruma - aynı filmin görünümüne - yol açar.

Alüminyumu lehimlemek için özel bir akı kullanabilirsiniz.
Uzmanlar, lehimleme yerinin tozu çıkarmadan bir tuğla veya kumla temizlenmesini tavsiye ediyor, ancak doğrudan üzerine erimiş reçine uygulayın, ardından bir iğne ile sertçe bastırarak bir havya ile ovalayın. Bu, reçine uygulanmadan önce oluşan ince filmin parçalanmasına yardımcı olacaktır.
Ayrıca soyulmuş alüminyum reçine ile dökülür ve dosyalama sürecinde elde edilen demir çividen talaş serpilir. Daha sonra, yüzeyi bir havya ile kalaylamanız ve dikkatlice bir iğne ile ovalamanız gerekir. Demir talaşları filmi yok edecek, reçine ise yeni bir film oluşmasını engelleyecektir.
Kimyasal temizleme yöntemleri
Lehim yeri flux veya rosin ile doldurulmuş temizlenmiş alüminyumun ısıtılırken hava ile temas ettirilmemesi önemlidir. Genellikle teller gibi küçük parçalar doğrudan bir kaba dökülen rosin veya eritken içine indirilir.
Oksit çıkarmanın mekanik yöntemine ek olarak, birkaç sözde kimyasal yöntem vardır.

Lehimlemeden önce alüminyum temizliği bakır sülfat ile yapılabilir.
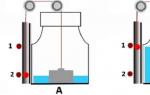
Bakır sülfat ile saflaştırma. Lehim yapmanız gereken nokta, iki veya üç damla bakır sülfat çözeltisi ile nemlendirilmiş bir iğne törpüsü ile temizlenir. Alüminyum taban, pilin veya akümülatörün eksi kutbuna bağlanır, sıyrılıp artı kutba bağlanan küçük bir bakır tel parçası tabana değmeden solüsyona indirilir. 4,5 voltluk pili açtıktan sonra kısa bir süre sonra alüminyum üzerinde bakır kaplama oluşur. Arzu edilen kısım daha sonra kurutulmuş bakıra lehimlenir.
Aşındırıcı toz uygulaması. Temizlenen yüzeye uygulanan toz ve trafo yağı karıştırıldıktan sonra havya ile kalay tabakası oluşana kadar ovularak sıvı macun hazırlanır.
Başka bir yol da transformatördür. Ürün eksi ucuna, artı ucuna birkaç damar içeren bir bakır tel bağlanır. Devre kapatıldıktan sonra alüminyumun bakırla mikro kaynağı gerçekleşecektir. İşlemi hızlandırmak için lehimleme asidi kullanılır.
Dizine geri dön
Akıların ve lehimlerin uygulanması

Soğutma radyatörleri gibi büyük parçaları lehimlemek için yüksek güçlü (100-200 W) havyalar kullanılır, 60-100 W gücündeki havyalar küçük elemanlarla oldukça başarılı bir şekilde başa çıkar. Elbette lehim yerinin özel bir kalesi yoktur ama bu gerekli değildir.
Evde, F-64, FTBf-A, FIM tozları alüminyumu lehimlemek için uygundur. Tabii ki, bir akı ve aspirin ve teknik vazelin ve gres ve lehimleme yağı ve stearin kullanabilirsiniz.
Özel aktif akılar kullanarak lehimleme daha kolaydır, ısıtma sıcaklığının 250-360 ° C olması koşuluyla oksit filmle iyi başa çıkarlar.
Lehim, bağlantının tüm yüzeyine dağılır ve bu da parçaların güçlü bir şekilde bağlanmasına yol açar. Akı çözücüler, alkol veya özel bir sıvı kullanılarak giderilmelidir. Bu tür akıları kullanmanın rahatlığı, nikel, bakır ve çeliği lehimlemek için de kullanılmalarıdır.
Kural olarak, alüminyumu lehimlemek için kullanılan alaşımlar 2 kısım çinko ve 8 kısım kalay veya 1 kısım bakır ve 99 kısım kalay veya 1 kısım bizmut ve 30 kısım kalaydır. Geleneksel lehimler POS. 40 ve RESİM. 60 da görevle başa çıkıyor.
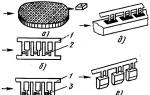
Alüminyum kaplardaki küçük delikler (çapı 7 mm'den fazla olmayan), havya olmadan lehimlenebilir. Deliğin etrafındaki mevcut emaye, bir çekiçle hafifçe vurarak 5 mm dövülmelidir. Şimdi metali parlatmak için bir dosya veya zımpara kağıdı kullanmanız, bir reçine kırıntısı veya lehim asidi kullanarak, deliğin üzerindeki tavaya bir parça kalay koymanız ve spot ısıtma sağlayan bir ispirto lambası üzerinde ısıtmanız gerekir. kalan emayeyi yok etmek. Eriyen metal deliği tamamen kapatacaktır.
Yani, bir arzunuz varsa, alüminyumu evde lehimleyebilirsiniz.
Hakim görüş, alüminyum ve alaşımlarının lehimlenmesi zor malzemeler olduğu yönündedir. Bununla birlikte, bu yaygın inanç, yalnızca bakır, çelik ve diğer bazı metalleri lehimlemek için kullanılan geleneksel lehimler ve eritkenler kullanılarak yapılan lehimlemeden bahsediyorsak doğru kabul edilebilir. Alüminyumu lehimlemek için özel olarak tasarlanmış modern malzemeleri kullanırken, alüminyumun meşhur zor lehimlenebilirliği neredeyse kendini göstermez.
Alüminyumu geleneksel lehimler ve eritkenlerle lehimlemenin zorluğu bir dizi faktörden kaynaklanmaktadır. Her şeyden önce, bu, refrakter ve kimyasal olarak dirençli bir oksit filmin varlığıdır. Oksit Al 2 O 3, yüzeyin lehimle ıslanmasını ve baz metalin içinde çözünmesini engeller. Onu yok etmek için mekanik işleme ve güçlü akışlar kullanılır.
Alüminyumun 660 °C olan düşük erime noktası ve lehimleme için zorluk yaratır. Isıtıldığında metalin mukavemeti hızla düşer ve 250-300 ° C sıcaklıklarda bile alüminyum yapılar stabilitesini kaybedebilir. Ana alüminyum alaşımlarının katılaşma sıcaklığı (en eriyebilir bileşenin eridiği sıcaklık) 500-640°C aralığında değişir. Bu, aşırı ısınma ve lehimlenen parçanın kendisinin erimesi riskinin olduğu yüksek sıcaklıkta lehimleme uygulamaları için çok dar bir sıcaklık aralığı bırakır.
Düşük erime noktalı lehimlerin temelini oluşturan elementlerin çoğu (Sn, Pb, Cd, Bi, In) ile ilgili olarak, alüminyum, lehim bağlantılarının gücünü azaltan zayıf bir karşılıklı çözünürlüğe sahiptir. Bir istisna, gerekli bağ kuvvetini sağlayan, alüminyum ile karşılıklı olarak oldukça çözünür olan çinkodur.
Alüminyum lehimleme malzemeleri
Lehimler. Yüksek derecede aktif eritkenler ve iyi yüzey hazırlığı kullanıldığında, alüminyum kalay-kurşun lehimlerle de lehimlenebilir. Ancak, seçimleri yine de başarılı sayılamaz. Yukarıda belirtilen Sn-Pb sistemlerinde alüminyumun zayıf çözünürlüğüne ek olarak kalay-kurşun lehimler, lehim bağlantısının çok zayıf korozyon direncini sağlar. Bu dezavantajın üstesinden gelmek için, kalay veya kalay-kurşun lehimlerle lehimlenen derzlerin özel boya kaplamaları ile kaplanması gerekir.Çinko, gümüş, bakır, alüminyum, silikon içeren lehimler ile yüksek kaliteli alüminyum lehimleme sağlanır. Bu elementleri çeşitli oranlarda içeren yerli ve ithal çok sayıda kompozisyon bulunmaktadır. Yerli lehimlerden TsOP40 (%60 kalay ve %40 çinko) ve 34A (%66 Al, %28 Cu ve %6 Si) örnek verilebilir. Çinko lehimdeki çinko içeriği ne kadar yüksek olursa, lehim bağlantısının korozyon direnci ve gücü o kadar yüksek olur.
Lehimlerin çoğu düşük sıcaklıkta lehimlerdir, ancak erime noktaları kalay kurşundan daha yüksektir. Gerçekten yüksek sıcaklıklı lehimler, alüminyum-silikon (silüminler) ve alüminyum-bakır-silikon lehimlerdir. İlk olarak, Chemet'ten %13 Si ve %87 Al içeren Alüminyum-13 lehimini örnek verebiliriz (lehim flux-coated). Lehimleme sıcaklığı 590-600°C'dir. İkinciye bir örnek, %66 Al, %28 Cu ve %6 Si'den oluşan, daha önce bahsedilen yerli lehim 34A'dır. Lehimleme sıcaklık aralığı 530-550°C'dir. Yüksek sıcaklıkta lehim kullanılması gerekiyorsa, bunlar, yeterince yüksek bir erime noktasına sahip alüminyum ve alaşımlarının veya iyi ısı dağılımı sağlayan büyük boyutlu parçaların lehimlenmesi için kullanılır.
En uygun malzemelerden bahsedecek olursak, bunlar elbette flux içermeyen düşük sıcaklıklı lehimleri, örneğin HTS-2000'i içerir.

akılar. Akı seçimine çok ciddi bir şekilde yaklaşılmalıdır, özellikle geleneksel kalay-kurşun lehimler kullanılırken alüminyumun lehimlenebilirliğini belirleyen etkinliğidir. Tüm eritkenler, üreticileri tarafından alüminyum ile ilgili olarak beyan edilen aktiviteyi sergilemez. Yerli akılarlardan biri, son derece bilgilendirici bir şekilde - "alüminyum lehimleme için akı" olarak adlandırılan bir bileşimdir. F59A, F61A (trietanolamin, çinko floroborat, amonyum floroborat içeren) ve diğerleri de vardır. F59A, F61A veya diğerleri, "alüminyum lehimleme için eritken" adı altında, paket üzerinde belirtilmese bile gizlenebilir.

%50 KCl, %32 LiCl, %10 NaF ve %8 ZnCl2 içeren Flux 34A, yüksek sıcaklık fluxu olarak gösterilebilir.

Lehimleme için parçaların hazırlanması
Alüminyumun lehimleme için hazırlanması, bağlantı bölgesinin yağdan arındırılması ve mekanik olarak temizlenmesinden oluşur. İkincisinin amacı oksit filmi çıkarmaktır. Yağ alma, aseton, benzin veya başka bir çözücü ile gerçekleştirilir. Yüzeyi zımpara kağıdı, fırça veya paslanmaz tel örgü, aşındırıcı diskler ile temizleyin. Oksit filmi ayrıca belirli asitlerle aşındırma yoluyla da çıkarılabilir, ancak bu yöntem mekanik temizlemeden daha zahmetlidir ve çok daha az sıklıkla kullanılır.Eski oksit filmi çıkardıktan sonra anında yerine yenisinin oluştuğu, bu nedenle oksit bariyerinden tamamen kurtulmanın hala imkansız olduğu anlaşılmalıdır. Sıyırmanın anlamı, yeni oluşan filmin eskisinden çok daha ince ve zayıf olması, akının bununla başa çıkmasını kolaylaştırmasıdır.
ısıtma yöntemleri
Nispeten büyük alüminyum parçaları ısıtmak için ana araçlar olarak, propan, bütan üzerinde çalışan gaz brülörleri veya pürmüzler kullanılır.Isıtma sırasında, ana metalin erimesine yol açabilecek aşırı ısınmasını önlemek için özen gösterilmelidir. Bir lehim çubuğu ile dokunarak ana metalin sıcaklığını sürekli olarak izlemek gerekir. Çalışma sıcaklığına ulaştığında erimeye başlayacaktır.
Alev normal olmalıdır - aşırı veya oksijen eksikliği olmadan. Dengeli bir gaz karışımında alev sadece metali ısıtır ve güçlü bir oksitleyici etkisi yoktur. Dengeli bir gaz karışımı olması durumunda, brülör alevi parlak mavi bir renge ve küçük bir değere sahiptir. Oksijene aşırı doymuş alev, metalin yüzeyini güçlü bir şekilde oksitler, meşalesi soluk mavi ve küçüktür.
Düşük sıcaklıkta lehimler kullanılırken küçük bir ısı alıcıya sahip küçük parçalar elektrikli havyalarla lehimlenir.
Alüminyum lehimleme teknolojisi
Akı ile alüminyum lehimleme işlemi, bakır veya çeliğin lehimlenmesinden neredeyse hiç farklı değildir. Parçaları temizledikten ve istenen konuma getirdikten sonra, lehim alanına akı uygulanır ve ardından bağlantı, lehimin erimeye başladığı bir sıcaklığa kadar ısıtılır. Eritme, çubuğun ucunun ek yerine değdirilmesiyle gerçekleştirilir.Akısız lehim ile lehimlemenin özelliği, lehimin oksit filmden nüfuz etmesini kolaylaştırmak için, lehim çubuğunun katı ucuyla veya paslanmaz çelik çubukla eriyik üzerinde çarpıcı hareketlerle lehimin yok edilmesinin istenmesidir. Bu durumda oksit filmin bütünlüğü bozulur.

Erimiş lehimi parçaların yüzeyine sürterek oksit filmi paslanmaz çelik bir fırça ile yok etmek de mümkündür. Birleştirilecek elemanları kalaylı yüzeylerle preslemek ve lehimleme sıcaklığına kadar ısıtmak daha iyidir. Bu şekilde elde edilen bağlantı çok güçlüdür.



Alüminyum lehimleme için uygulama örnekleri
Alüminyum lehimleme, günlük hayatta kullanılan en basit parçalardan, güç ve güvenlik açısından artan gereksinimlere tabi olan ürünlere kadar her karmaşıklıktaki alüminyum ve alaşımlarından yapılmış parçaları onarmak ve eski haline getirmek için kullanılabilir.Alüminyum lehimleme, otomobillerin, traktörlerin, motosikletlerin onarımında yaygın olarak kullanılmaktadır. Birçok durumda metalin yapısında değişikliğe ve deformasyona yol açmadığı için kaynağa göre daha çok tercih edildiği ortaya çıkmaktadır. Sızdıran bir alüminyum karterin sızdırmazlığını sağlamak, bir alüminyum radyatörü lehimlemek, aşınmış veya hasar görmüş bir parçayı onarmak - tüm bu durumlar için, bir arızayı gidermenin tek yolu lehimleme olabilir.
Lehimleme, bir alüminyum silindir bloğunu onarmak, üzerinde oluşan çatlakları, yanmaları ve talaşları onarmak için kullanılabilir. Kırık dişli deliğe tekrar iplik geçirin. Bunu yapmak için, ikincisi erimiş lehimle doldurulur ve ardından içine bir cıvata sokulur. Yapıyı soğuttuktan sonra geriye sadece cıvatayı sökmek kalıyor. Bu şekilde geri yüklenen ipliğin gücü, orijinalin gücünden daha düşük değildir.

Lehimleme, sızdırmazlık gerektiren çeşitli kaplarda ve ürünlerde delikleri kapatmanıza olanak tanır. Yanıcı sıvıların açık alevle depolandığı kapları lehimlemek imkansızdır, daha fazla ayrıntı.

Lehimleme, kompresörlerin, pompaların ve klimaların alüminyum boru hatlarını onarır. Evde alüminyum lehimleme, saf alüminyumdan veya alaşımından yapılmış herhangi bir şeyi - merdivenler, oluklar, tabaklar, alüminyum kaplama - tamir etmenizi sağlar. Kaliteli malzemelerin kullanılmasıyla, onarılan ürünün yenisinden daha güçlü olacağı bir bağlantı gücü elde edilebilir.
İyi bir akı ve lehim yoksa
Alüminyuma yönelik aktif akılar ve lehimlerin yokluğunda, reçine tabakasının altındaki oksit filmi yok etme yöntemini kullanarak alüminyumu kalay veya kalay kurşun lehimlerle lehimlemeye çalışabilirsiniz. Bu yöntem, çıkarılan eskisinin yerini alacak yeni bir oksit filmin (havada temizleme sırasında olduğu gibi) anında oluşmasını önlemeyi mümkün kılar.Oksit filmi yok eden bir aletin rolü, reçineye eklenmiş bir kazıyıcı veya demir talaşı olan özel bir havya tarafından oynanır. Kalaylı bir havya, reçine kaplı bir parçaya sürtüldüğünde, bir kazıyıcı veya talaş eski filmi çıkarır ve reçine, yenisinin oluşmasına izin vermez. Aynı zamanda oksitten temizlenen yüzey, ihtiyaç oldukça havyaya eklenen lehim ile kalaylanır.
Zahmetli ve başarı garantisi vermeyen bu yöntemin sadece acil durumlarda kullanılması tavsiye edilir. En kolay ve en doğal seçenek, zaman ve çaba harcamadan güçlü ve korozyona dayanıklı bir bağlantı sağlayan yüksek kaliteli eritkenler ve lehimler satın almaktır.
Bu sitenin içeriğini kullanırken, kullanıcıların ve arama robotlarının görebileceği şekilde bu siteye aktif bağlantılar koymanız gerekir.