Hangi Polonya klinkeri ekstrüzyonla yapılır. Klinkerin tarihi ve güncel eğilimleri
Kavurma, klinker üretiminin son teknolojik işlemidir. Pişirme işlemi sırasında klinker, dört ana klinker mineralinden oluşan belirli bir kimyasal bileşimin ham karışımından elde edilir.
Klinker minerallerinin bileşimi, ham karışımın ilk bileşenlerinin her birini içerir. Örneğin, ana klinker minerali olan trikalsiyum silikat, kireçtaşı mineralinin oksidi olan üç molekül CaO ve kil mineralinin oksidi olan bir molekül SiO2'den oluşur. Benzer şekilde, diğer üç klinker minerali elde edilir - dikalsiyum silikat, trikalsiyum alüminat ve tetrakalsiyum alüminoferrit. Bu nedenle, klinker oluşumu için bir hammadde bileşeninin mineralleri - kalker ve ikinci bileşenin mineralleri - kilin birbirleriyle kimyasal olarak reaksiyona girmesi gerekir.
Normal koşullar altında, ham karışımın bileşenleri - kireçtaşı, kil vb. inerttir, yani birbirleriyle reaksiyona girmezler. Isıtıldıklarında aktif hale gelirler ve karşılıklı olarak reaktivite sergilemeye başlarlar. Bu, sıcaklıktaki bir artışla, katıların hareketli moleküllerinin enerjisinin o kadar önemli hale gelmesiyle açıklanır ki, yeni bir bileşiğin oluşumu ile aralarında karşılıklı molekül ve atom alışverişi mümkün olur. İki veya daha fazla katının tepkimesi sonucu yeni bir maddenin oluşmasına katı faz tepkimesi denir.
Bununla birlikte, bazı maddeler eriyerek sıvı bir faz oluşturursa, kimyasal reaksiyonun hızı daha da artar. Bu tür kısmi erimeye sinterleme, malzemeye ise sinterleme denir. Portland çimentosu klinkeri sinterlenmek üzere ateşlenir. Sinterleme, yani bir sıvı fazın oluşumu, kalsiyum oksit CaO'nun silika Si02 tarafından daha eksiksiz bir kimyasal asimilasyonu ve bu durumda trikalsiyum silikat elde edilmesi için gereklidir.
Klinker hammaddelerinin kısmi erimesi 1300°C'de başlar Trikalsiyum silikat oluşum reaksiyonunu hızlandırmak için klinkerin pişme sıcaklığı 1450°C'ye yükseltilir.
Klinker üretimi için tesisler olarak, çeşitli tasarım ve çalışma prensiplerine sahip termal birimler kullanılabilir. Ancak döner fırınlar ağırlıklı olarak bu amaç için kullanılır, toplam çıktıdan yaklaşık %95 klinker üretirler, klinkerin %3,5'i şaft fırınlarda elde edilir ve kalan %1.5 - diğer sistemlerin ısıl birimlerinde - sinterleme ızgaraları, klinker yakma askıya alınmış durumda veya akışkan yatakta reaktörler. Döner fırınlar, hem yaş hem de kuru klinker üretimi için ana ısıtma ünitesidir.
Döner fırın kalsinatörü, içi refrakter malzemelerle kaplı bir tamburdur. Tambur, makaralı rulmanlar üzerine eğimli olarak monte edilmiştir.
Yükseltilmiş uçtan sıvı bulamaç veya granüller tambura girer. Tamburun dönmesi sonucunda çamur alçaltılmış uca doğru hareket eder. Yakıt tambura beslenir ve alçaltılmış ucun yanından yanar. Bu işlemde oluşan akkor baca gazları, ateşlenecek malzemeye doğru hareket eder ve onu ısıtır. Klinker formundaki yanmış malzeme tamburdan çıkar. Döner fırın için yakıt olarak kömür tozu, akaryakıt veya doğal gaz kullanılır. Katı ve sıvı yakıtlar fırına atomize halde beslenir. Yakıtın yanması için gerekli olan hava, yakıtla birlikte fırına verilir ve ayrıca fırın soğutucusundan sağlanır. Buzdolabında sıcak klinkerin ısısıyla ısıtılırken, klinker soğutulur. Yakıtla birlikte fırına verilen havaya birincil, fırın soğutucusundan alınan havaya ikincil denir.
Yakıtın yanması sırasında oluşan akkor gazlar, ateşlenen malzemeye doğru hareket eder, onu ısıtır ve kendilerini soğutur. Sonuç olarak, tamburdaki malzemelerin sıcaklığı hareket ettikçe sürekli artar ve gazların sıcaklığı düşer.
Malzemenin sıcaklık eğrisinin kırık doğası, ham karışım ısıtıldığında, bazı durumlarda ısıtmayı engelleyen (eğimli bölümler) ve diğerlerinde keskin ısıtmaya katkıda bulunan (dik bölümler) çeşitli fizikokimyasal süreçlerin meydana geldiğini gösterir. Bu süreçlerin özü aşağıdaki gibidir.
Fırına giren ortam sıcaklığına sahip ham çamur, baca gazlarının yüksek sıcaklığının keskin etkisine maruz kalır ve ısınır. Bu durumda egzoz gazlarının sıcaklığı yaklaşık 800-1000'den 160-250 ° C'ye düşer.
Isıtıldığında, çamur önce sıvılaşır ve sonra kalınlaşır ve önemli miktarda su kaybıyla birlikte, daha fazla ısıtıldığında tanelere - granüllere dönüşen büyük keseklere dönüşür.
Mekanik olarak karıştırılan suyun çamurundan buharlaşma süreci (çamurun kurutulması), malzemenin ince gözeneklerinde ve kılcal damarlarında bulunan nem yavaşça buharlaştığı için yaklaşık 200 ° C'ye kadar sürer.
200 °C'ye kadar sıcaklıklarda çamurda meydana gelen işlemlerin doğası gereği fırının bu bölgesine buharlaşma bölgesi denir.
Daha fazla ilerleme ile, malzeme daha yüksek sıcaklıklar bölgesine girer ve ham karışımda kimyasal işlemler oluşmaya başlar: 200-300 ° C'nin üzerindeki sıcaklıklarda organik safsızlıklar yanar ve kil minerallerinde bulunan su kaybolur. Kil mineralleri tarafından kimyasal olarak bağlı suyun kaybı (dehidrasyon), kilin bağlayıcı özelliklerinin tamamen kaybolmasına ve çamur parçalarının toz haline gelmesine yol açar. Bu işlem yaklaşık 600-700 °C sıcaklıklara kadar sürer.
Özünde, 200 ila 700 ° C sıcaklık aralığında meydana gelen işlemlere fırının bu bölgesine ısıtma bölgesi denir.
Ham karışımın böyle bir sıcaklıkta kalmasının bir sonucu olarak, kalsiyum oksit oluşur, bu nedenle fırının bu bölgesine (1200 ° sıcaklığa kadar) kalsinasyon bölgesi denir.
Bu bölgedeki malzemenin sıcaklığı nispeten yavaş artar. Bu, baca gazlarının ısısının esas olarak CaCO3'ün ayrışmasına harcanması gerçeğiyle açıklanır: 1 kg CaCO3'ü CaO ve CO2'ye ayrıştırmak için 425 kcal ısı gereklidir.
Ham karışımda kalsiyum oksit görünümü ve yüksek sıcaklığın varlığı, kildeki silikon, alüminyum ve demir oksitlerin kalsiyum oksit ile kimyasal etkileşiminin başlamasına neden olur. Bu etkileşim, katı haldeki (katı fazlarda) oksitler arasında ilerler.
Katı fazlarda reaksiyonlar 1200-1300 °C sıcaklık aralığında gelişir. Bu reaksiyonlar ekzotermiktir, yani ısı salınımı ile ilerler, bu nedenle fırının bu bölgesine ekzotermik reaksiyon bölgesi denir.
Trikalsiyum silikat oluşumu, fırının bir sonraki bölümünde, sinterleme bölgesi olarak adlandırılan en yüksek sıcaklık alanında meydana gelir.
Sinterleme bölgesinde en eriyebilir mineraller eritilir. Elde edilen sıvı fazda, 2CaO-Si02 kısmen çözülür ve kireç ile 3CaO-Si02'ye doyurulur.
Trikalsiyum silikat, eriyik içinde dikalsiyum silikattan önemli ölçüde daha düşük çözünme kabiliyetine sahiptir. Bu nedenle, oluşumu gerçekleşir gerçekleşmez, eriyik bu minerale göre aşırı doygun hale gelir ve trikalsiyum silikat eriyikten küçük katı kristaller şeklinde çöker ve daha sonra verilen koşullar altında boyut olarak artabilir.
2CaO-Si02'nin çözünmesi ve onun tarafından kirecin emilmesi, karışımın tüm kütlesinde hemen değil, ayrı kısımlarında meydana gelir. Bu nedenle, kirecin iki kalsiyum silikat ile daha eksiksiz bir asimilasyonu için, sinterleme sıcaklığında (1300-1450 ° C) belirli bir süre malzemelere dayanmak gerekir. Bu maruz kalma ne kadar uzun olursa, kirecin bağlanması o kadar eksiksiz olur ve aynı zamanda 3CaO-Si02 kristalleri büyür.
Ancak klinkerin uzun süre sinterleme sıcaklığında tutulması veya yavaş soğutulması tavsiye edilmez; 3CaO - SiO2'nin ince kristal yapıya sahip olduğu Portland çimentosu daha yüksek mukavemete sahiptir.
Klinkerin tutma süresi sıcaklığa bağlıdır: sinterleme bölgesinde ne kadar yüksekse, klinker o kadar hızlı oluşur. Bununla birlikte, aşırı yüksek ve en önemlisi, sıcaklıktaki keskin bir artışla, hızla çok fazla eriyik oluşur ve ateşlenen karışım topaklanmaya başlayabilir. Bu durumda oluşan büyük tanelerin ısınması daha zordur ve C2S'nin C3S'ye geçiş süreci bozulur. Sonuç olarak, klinker zayıf ateşlenir (içinde çok az trikalsiyum silikat olacaktır).
Klinker oluşum sürecini hızlandırmak için ve ayrıca yüksek oranda 3CaO-Si02 içeren klinker elde etmenin gerekli olduğu durumlarda, bazı maddeler (kalsiyum florür CaF2, demir oksit vb.) ham karışımın erime noktasını azaltmak için. Sıvı fazın daha erken oluşumu, klinker oluşum sürecini daha düşük sıcaklıklara kaydırır.
Sinterleme süresi boyunca bazen karışımdaki tüm kirecin silika tarafından tamamen özümsenmesi için zaman olmayabilir; Bu asimilasyon süreci, kireç ve 2CaO Si02 içindeki karışımın tükenmesi nedeniyle daha yavaş ilerler. Sonuç olarak, 3CaO SiO2'de maksimum kireç asimilasyonu gerektiren yüksek doygunluk faktörüne sahip klinkerlerde her zaman serbest kireç olacaktır.
%1-2 serbest kireç, Portland çimentosunun kalitesini etkilemez, ancak daha yüksek içeriği, sertleşme sırasında Portland çimentosunun hacminde düzensiz değişikliklere neden olur ve bu nedenle kabul edilemez.
Sinterleme bölgesinden gelen klinker, soğuk havanın klinkere doğru aktığı soğutma bölgesine (VI) girer.
Klinker 1000-1100 °C sıcaklıkta soğutma bölgesinden çıkar ve son soğutma için fırın soğutucusuna gönderilir.
Klinker karolarla kaplama, bir şömineyi veya sobayı yüceltmenin iyi bilinen bir yoludur. Bu karo birçok dokuya, renge ve gölgeye sahiptir. Özellikle popüler olan, tuğlayı taklit eden karodur. Son derece dayanıklıdır ve uzun bir hizmet ömrüne sahiptir.
Tüm klinker karo türleri şömineye bakmak için uygun değildir. Belirli bir malzemeyi seçerken, bir dizi nüansı dikkate almanız gerekir.
Klinker seçerken nelere dikkat edilir?
Çoğu insanın dikkat ettiği ana faktör görünümdür. Bir profesyonelin bakış açısından, bu faktör ana faktör değildir. Her şeyden önce, genişleme katsayısına bakmanız gerekir. Fayansların onlarca yıl yerinde kalabilmesi için ısıtıldığında şömine duvarları gibi genişlemeleri gerekir.
Hazırlık metodu
Klinkerin genleşme katsayısı doğrudan üretim yöntemine bağlıdır. Bu nedenle cephe kaplamasında kullanılan klasik karolar, yüksek yoğunluk ve su direnci ile ayırt edilir. Bu nitelikler, onu soğukta kullanım için ideal kılar, ancak ısıtıldığında genleşmeyi önler.
Yoğun klinker karolar ekstrüzyon yöntemi kullanılarak üretilir. İlk olarak, kil karışımı özel kalıplama memelerinden geçer, ardından elde edilen yarı mamul ürünler kurutulur ve yüksek sıcaklıklarda pişirilir.
Fayans yapmanın başka bir yolu da yarı kuru kalıplamadır. Kil hamuru özel kalıplarda preslenir ve yüksek ısıda pişirilir. Bu yöntemle kurutma hariçtir. Ortaya çıkan karo daha gözeneklidir, daha az donma direncine sahiptir. Cephe kaplaması için tavsiye edilmez ancak dekoratif şömineler için idealdir. Bu karonun genleşme katsayısı tuğlaya benzer.
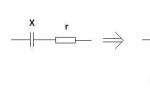
Ekstrüde ve kalıplanmış klinkerin arka tarafı kabartma olarak farklılık gösterir. Kalıplanmış klinker karolara kabartma file uygulanır. Ekstrüde klinker üzerindeki küçük boylamasına olukları ayırt etmek kolaydır.
Şömineler için bir klinker karo örneğidir.
Soba ve şömineleri bitirmek için hangi klinker kullanılır?
Birçok Avrupa fabrikası yalnızca ekstrüzyonlu klinker üretir. Bazı fabrikalarda kalıplama klinkeri elle üretilir. Üretiminde, ısıya dayanıklı özellikler kazandığı için standart yarı kuru kalıplama kullanılır. Elle yapılan kalıplama sayesinde her bir karo kendine özgü bir görünüm ve kabartma kazanır.
Klinker karolar sadece dış mekan dekorasyonunda kullanılır. Şöminenin içini işlemek gerekirse, bunun için şamot tuğlalar veya diğer refrakter malzemeler uygundur.
Şömine yüksek kaliteli ısı yalıtımı gerektiriyorsa ve ısı duvarlardan geçmiyorsa, dekoratif kaplama için herhangi bir klinker karo kullanabilirsiniz.
Klinker terbiyesinin özellikleri
Klinker karolarla kaplı bir şömine daha az ısınır ve daha uzun süre soğur. Bu, malzemenin özelliklerinden kaynaklanmaktadır: küçük bir termal iletkenlik, ısının dışarıya kaçmasını önler, büyük bir ısı kapasitesi, şömine söndükten sonra karoların soğumasını önler.
Bu özellik şöminenin sürekli kullanımı için önemlidir. Dekoratif amaçlara hizmet ediyorsa, bu özellik kritik değildir.
Bize Ulaşın
Şömineler ve sobalar için çeşitli tiplerde klinker karolar sunuyoruz. Malzemenin teknik özellikleri hakkında uzmanlarımızdan detaylı bilgi alabilirsiniz. Danışmanlık almak için bize telefon numaranızı bırakmanız yeterlidir, sizi en kısa sürede geri arayacağız.
EKSTRÜZYON KLİNKER SERAMİK KARO (klinker -?).
Son zamanlarda, Moskova'da seramik karo satarken, klinker, klinker karolar, ekstrüzyon karolar vb. terimlerinin eşanlamlı olarak kullanılması bir uygulama olmuştur. Bu terimlerin kullanımı yalnızca, örneğin "ekstrüzyon seramik klinker karoları" yerine "klinker" demek daha kolay olduğu için haklıdır. Aslında, terimlerin ve kategorilerin bir karışımıdır.
Klinker seramik karolar, ham arduvaz killerinden (kil özel bir mineralojik bileşime sahiptir) presleme veya ekstrüzyon ve ardından uzun süreli yüksek sıcaklıkta fırınlama yoluyla elde edilen karolardır. Bazen klinkere seramik taş denir. Klinker karolar 40 saat içinde “sertleşir” (sıradan karolar en az 45 dakika, en fazla - 2 saat pişirilir). Pişirim 13000C - 13900C sıcaklıkta gerçekleştirilir (karşılaştırma için en dayanıklı seramik karo türlerinden biri olan porselen karo 11°C sıcaklıkta pişirilir.
ekstrüzyon Klinker karolar özel bir makine kullanılarak üretilir - bir ekstrüder (Latin Extrudo'dan - “Sıkarım”, günlük yaşamda bu bir kıyma makinesi veya şekerleme şırıngasıdır), enine kesiti olan bir şekillendirme deliğinden plastik ham kilin sıkılmasıyla üretilir. bitmiş ürünün konfigürasyonuna karşılık gelir. Ürünler en karmaşık şekle sahip olabilir (bu nedenle adımlarla bağlantı, bu yöntem en çok üretimleri için kullanılır). Klinker karoların üretim teknolojisi basarak sıradan fayans yapma yöntemine benzer ve daha fazla açıklama gerektirmez.
Her iki teknoloji de mükemmel bir dayanıklı malzeme üretmeyi mümkün kılar, ancak ekstrüde klinker karolar, sürekli artan popülerliklerini açıklayan herhangi bir "preslenmiş" karodan (sıradan porselen taş ürünler dahil) performansta üstündür.
Ekstrüzyon klinkerinin özellikleri (avantajları ve dezavantajları):
Malzemenin yüksek yoğunluğu ve sonuç olarak, donma direnci iklim bölgemizde kullanımı haklı çıkarmak.
· Yüzey klinker ekstrüzyon ürünleri sahip olmak yüksek kaymayı önleyici özellikler: bu tür karolar güvenlidir - üzerlerine kayması zordur.
· Kuvvet(güçten dolayı malzemenin kendisi ve pahasına kalın bitmiş ürün - 2,5 cm'ye kadar), yoğun trafik ve zor çalışma koşulları olan alanlarda porselen taş eşyalara kıyasla zemine döşemenin avantajını belirler. Örneğin, basamaklar olarak - porselen seramik basamaklar, kural olarak, klinker olanlardan çok daha incedir. Tabii ki kalın taş basamaklar da üretiliyor, sadece yaygın olarak kullanılamayacak kadar pahalılar. Klinkerin bu niteliklerinin tersi, kalın ağır malzemenin kullanım yerine ulaştırılması için daha fazla masraf gerektirmesidir.
· Çeşitli tasarım çözümleri ekstrüde klinker ürünleri (klinker yüzey işleme için yeni teknolojiler nedeniyle) - her zevke uygun. Pişmiş toprak altında basamaklar istiyorsanız - işte buradasınız, eğer ahşap olanlar istiyorsanız - lütfen veya yükselticiye komik bir çizim koyabilirsiniz:
https://pandia.ru/text/78/094/images/image002_102.jpg" width="213" height="102 src=">.jpg" align="left" width="166" height="93 ">yukarıdaki fotoğrafa bakın! Porselen kumtaşın basamakları, yalnızca küçük kalınlıkları nedeniyle değil, aynı zamanda kompozit oldukları için de genellikle daha az güvenilirdir. Yani, iki elemandan birbirine yapıştırılırlar: sıradan bir dikdörtgen karo ve korniş gibi görünen yuvarlak bir kısım. Tabii ki, porselen taştan katı basamaklar da üretilir (böyle bir adımın bir örneği şekildedir), ancak bunlar ekstrüzyon klinker olanlardan çok daha pahalıdır. Ve - not: yuvarlak kısım  kompozit basamak porselen taştan değil, klinkerden yapılmıştır! Bu tür klinker korniş benzeri yuvarlak elemanlar örneğin Exagres fabrikası tarafından üretilir ve ayrı bir ürün olarak ticari olarak temin edilebilir. Uç elemanlar, bizim görüşümüze göre daha güçlü bir çimento-yapışkan taban, bir köşe elemanı ve adımın dikdörtgen bir parçasının elde edilmesini mümkün kılan metal gömülü plakalar ile sağlanır. ve yuvarlak kısım basitçe birbirine yapıştırılmıştır.
kompozit basamak porselen taştan değil, klinkerden yapılmıştır! Bu tür klinker korniş benzeri yuvarlak elemanlar örneğin Exagres fabrikası tarafından üretilir ve ayrı bir ürün olarak ticari olarak temin edilebilir. Uç elemanlar, bizim görüşümüze göre daha güçlü bir çimento-yapışkan taban, bir köşe elemanı ve adımın dikdörtgen bir parçasının elde edilmesini mümkün kılan metal gömülü plakalar ile sağlanır. ve yuvarlak kısım basitçe birbirine yapıştırılmıştır.
Ekstrüzyon klinkerinin bir başka özelliği de, karonun arka tarafında karakteristik bir profil var, aranan kırlangıçkuyruğu, temel olan tutuşu iyileştirir bağlayıcı solüsyonlu malzeme ve son olarak kaplanacak yüzey ile birlikte. Preslenmiş karoların böyle bir profili yoktur. Bir kırlangıç kuyruğunun varlığı, ekstrüde klinker ile kaplanmış ısı yalıtımlı cephe panellerinin oluşturulmasını da mümkün kılar - klinker karolar, polimerizasyon sırasında karo ile çok güçlü bir bağlantı oluşturan genleşmiş polistirene “içten dışa” kalıplanır. Klinker karolardan ve panelli cepheden yapılmış bir termal panel örneği:


Bu nedenle - ekstrüzyon klinker karolarının tüm uygulama alanları. Her türlü yüzeyi bitirmek için hem konut hem de endüstriyel tesislerde iç ve dış işler için yaygın olarak kullanılır. Bir kır evinde, ekstrüzyon klinkeri basamaklarda, merdivenlerde platformlarda, kış aylarında “donma” tesislerinde (depolar, garajlar, teraslar), endüstriyel tesislerde üretim alanlarında duvarlar ve zeminlerle bitirilir (klinker dayanıklıdır. kimyasal olarak aktif maddeler), trafiğin yoğun olduğu yerlerde (mağaza, restoran, atölye vb. zeminlerde) yayılır. Ekstrüde klinker karolar, herhangi bir binanın cephelerinin kaplanması (ve yalıtımı) için yaygın olarak kullanılmaktadır. Ve yüzme havuzları gibi önemli ve özel bir uygulama alanından bahsetmeyi unutmayalım - düzgün çalışmalarını sağlamak için gerekli tüm özel elemanlara sahip ve ekstrüzyon teknolojisi kullanılarak klinkerden üretilmeye uygun.
Bugün, Moskova'da ekstrüde klinker seramik satışlarındaki artış, alıcıların kendilerinin bu tür karoların avantajlarını, porselen taş eşya ile karşılaştırıldığında bile anlamaları ile ilişkilidir.
Her mal sahibi, evinin inşası için yalnızca çevre dostu doğal malzemeler kullanmaya çalışır. Alıcıların talebini karşılayan modern üreticiler, geliştiricilere yaklaşık 200 yıldır Avrupalı mimarlar tarafından kullanılan klinker içeren yüksek teknoloji ürünü, asırlık yapı malzemeleri sunuyor.
Klinker nerede ve ne zaman ortaya çıktı?
Bu tür malzemeler ilk kez Hollandalılar tarafından yol yapımında kullanıldı. Bu ülkenin çok kıt taş rezervleri var. Bu, Hollandalıları, özellikleri doğal taştan daha düşük olmayacak yapı malzemelerinin üretimi için bir teknoloji aramaya zorladı. Klinker bu şekilde ortaya çıktı - çevre dostu ve gerçekten eşsiz bir malzeme.
Buluşunun üzerinden neredeyse iki yüzyıl geçmesine rağmen, Hollandalılar tarafından keşfedilen teknoloji hala inşaatta kullanılmaktadır. Klinker ise çeşitli amaçlarla binaların iç ve dış dekorasyonunda başarıyla kullanılmaktadır.
klinker karolar nasıl yapılır
Bu yapı malzemesi, Avrupa'da oldukça bol bulunan katmanlı kilden yapılmıştır. Eski günlerde, klinker üretimi için ondan tuğlalar oluşturuldu ve daha sonra özel fırınlarda yüksek sıcaklıklarda pişirildi. Ateşleme sonucunda malzeme benzersiz bir güç kazandı.
Klinker karo üretimi için modern teknoloji de kil hammaddelerinin tek bir ısıl işlemine dayanmaktadır. İkincisi, presleme veya ekstrüzyon (ekstrüzyon) ile elde edilir.
Oluşan boşluklar, ateşleme için bir tünel fırına yerleştirilir. Böyle bir fırının merkezinde, yaklaşık 1360 ° C'lik bir sıcaklık sağlayan bir açık ateş kaynağı vardır. Klinker boşlukları 36-48 saat içinde fırınlanır. Karşılaştırma için, sıradan seramik karolar sadece iki saatlik ısıl işleme tabi tutulur.
Klinkere özel özellikler kazandırmak için, kütükler kademeli ısıtma için yavaşça ısı kaynağına doğru hareket ettirilir. Sıcaklık maksimumu geçtikten sonra, ürünler de düzgün bir soğutma sağlamak için yavaşça geri itilir.
Kil, çeşitli şekil ve amaçlara sahip klinker ürünleri üretmeyi mümkün kılan çok plastik bir malzemedir.
klinker karo nedir
Bu yapı malzemesi desenli veya desensiz olarak sırlı ve sırsız olabilir. Randevu ile klinker, dış ve iç dekorasyon için ayırt edilir. Kamusal ve endüstriyel binalarda yol döşemek, zemin ve duvar kaplaması düzenlemek için tasarlanmış teknik analoglar da vardır.
Klinker karoların imalatında, suni boyalar kullanılmadan çeşitli renklerde sırsız ve sırlı ürünlerin üretilmesine izin veren en son teknolojiler kullanılmaktadır. Ayrıca, bu tür yapı malzemeleri solmaz ve kilin doğal tonunu uzun yıllar koruyabilir. Bitmiş klinker ürünleri aşınmaya karşı dayanıklıdır ve gözeneksiz parlak bir yüzeye sahiptir.
Çağlar için inşa etmek ister misiniz? klinker kullan
Sırsız klinker ürünleri dış dekorasyon, yüzme havuzu kaplaması, oyun alanları, kaldırımlar, merdivenler, rekreasyon alanlarındaki zeminler vb. Düzenlemek için kullanılır. Bu tür malzeme çiçeklenme oluşturmaz, kaymaz ve düşük nem emilimi ile karakterize edilir. Atmosferik faktörlerin etkisine karşı bağışıklık ve donma direnci, kaideleri, cepheleri ve diğer benzer nesneleri süslemek için klinker karoların kullanılmasını mümkün kılar.
Binayı bu yapı malzemesiyle bitirmek, ona sadece zarif bir görünüm kazandırmakla kalmayacak, aynı zamanda çok tasarruf sağlayacaktır. Diğer kaplama türlerinden farklı olarak klinkerin uzun süre onarılması gerekmez.
Şu anda, iç dekorasyon için mozaikler, seramik karolar ve diğer modern malzemeler sıklıkla kullanılmaktadır. Ancak mukavemet veya dekoratif özellikler açısından klinker ile karşılaştırılamazlar. Banyo, sauna, mutfak ve diğer mekanları dekore etmek için en yaratıcı tasarım fikirlerini uygulamayı mümkün kılan klinker ürünleridir.
Kelime "klinker" bugün kendi evini inşa etmeyi veya genel olarak “siz” için bir şantiye kurmayı düşünen herkese tanıdık geliyor. Bununla birlikte, bu kavramın birçoğunun gerçek klinker ile ilgisi olmayan düzinelerce yorumu vardır. Çeşitli kaynaklardan klinkerin seramik tuğla, yapay seramik taş, "el yapımı" için kaba düzensiz tuğla, "tuğla benzeri" kabartmalı esnek plastik profil vb. olduğunu duyabilirsiniz.
Rus Mimarlık Sözlüğü'ne (1995) göre klinker, endüstriyel binalarda yol döşemek ve döşeme için yüksek mukavemetli bir tuğla markasıdır. Alıcıların saflığından yararlanan vicdansız satıcılar, müşterilerin kendi ürünlerine olan ilgisini artırmaya çalışan bu konsepte çok sık başvurur. Değişmeyen bir şey var - klinker için çeşitli yapı malzemelerini çıkarmaya çalışıyorlar, onlara benzersiz donma direnci, çevre dostu ve özel dayanıklılık göstergeleri atfederler (M1000'e kadar).
Bu arada, bugün klinker, Alman mevzuatı tarafından onaylanan en karmaşık üretim sürecinde, kaplama tuğlaları, tuğla benzeri cephe karoları, zemin ve teras karoları gibi yapı malzemelerinin yanı sıra basamakları da içeren belirli bir kil standardıdır. en yüksek kalite yapılır.
Malzeme, bu kaliteyi, bileşiminde bulunan seçilmiş - özel refrakter - killer nedeniyle elde eder. Klinker hammaddeleri İngiltere ve Hollanda arasındaki taş ocaklarında çıkarılmaktadır. Buz devrinde yüzeye çıkan bu kil tabakası kireç safsızlıkları içermez. İşte bu yüzden ondan yapılan tuğlanın yüzeyi zamanla rengini kaybetmez ve yüzeyinde “çiçeklenme” ve beyazımsı lekeler oluşmaz.
Standart, hammaddelere ek olarak, üretim koşullarını ve sürecini tanımlar. Hemen rezervasyon yapalım, "kuru" presleme sürecinde üretilen seramik ürünler klinker değildir. Dev bir pres altındaki özel kalıplarda, kil tozu neredeyse kuru taneli bir halde preslenir (nem içeriği -% 4-5'ten fazla değil) ve daha sonra 1000-1200 ° sıcaklıklarda da ateşlenir. Porselen taş eşya bu şekilde üretilir - daha az gösterişli ve aşınmaya dayanıklı kaplama malzemesi değildir, ancak tamamen farklı özellikler gösterir. Porselen kumtaşın su emmesi çok düşüktür, ancak örneğin buhar geçirgenliği açısından klinkerin aksine tamamen opaktır. Kuru presleme sırasında, malzemenin yapısında uzun süre su biriktiren büyük boşluklara sahip düzensiz parçacıklar ortaya çıkar, bu da karonun kendisini düşük sıcaklıklarda yok ettiği anlamına gelir.
 |
Ekstrüde seramikleri kuru preslenmiş seramiklerden nasıl ayırt edebilirim?
"Kuru" presleme yöntemiyle oluşturulan herhangi bir seramik karonun arka tarafında bulunan damgalama ızgarası sayesinde, kuru presleme yöntemiyle yapılan bir seramik ürün klinkerden ayırt edilebilir. Klinker karoların arka tarafında uzunlamasına şeritler bulunur.
Klinker malzemesi sadece ekstrüzyon veya ıslak kalıplama ile üretilir. Erişte üretiminde nasıl olduğuna benzer şekilde, hammadde, gelecekteki profilin istenen şeklindeki nozullar aracılığıyla büyük bir bölmeden "sıkılır". Aynı zamanda, kütlede hala yaklaşık %15 nem vardır. Daha sonra kütle belirli bir formatta kesilir, kurutma için gönderilir ve 36 saatten fazla uzun bir süre boyunca 100 metreden uzun bir tünel fırında yaklaşık 1300 derecelik en yüksek sıcaklıkta, ancak yüzeyi camlaştırmadan tam sinterlemeye kadar pişirilir. . Belirli bir malzeme ve teknik işlem koşullarının kullanımını içeren böyle bir üretim standardı, yüksek yoğunluklu, ince gözenekli, ancak büyük boşluklar ve boşluklar olmadan homojen bir malzeme oluşturmayı mümkün kılar. Kılcal kanallara sahip homojen bir yapı, karo yüzeyine nüfuz eden nemi su buharı şeklinde hızlı ve kolay bir şekilde çıkarmanızı sağlar.
Klinkerin yüksek performans özelliklerini sağlayan yapısıdır. Ve ondan yapılan ürünleri şaşırtıcı derecede buhar geçirgen, dona dayanıklı, aşınmaya dayanıklı ve kimyasallar dahil agresif ortamların etkilerine karşı bağışık hale getirir. Düşük su emilimi, önde gelen Alman üreticilerinden, hem sırlı hem de sırsız klinker ürünlerini karakterize eder. Feldhaus klinker, oran %2'den azdır. Normal ve nemli bir ortamda klinkerin hem sokakların döşenmesi hem de evlerin ve iç mekanların cephelerinin bitirilmesi için kullanılmasını mümkün kılan düşük su emme özelliğidir.
Seramik ürünlerin üretimi için çeşitli teknolojiler, bu tür bir malzemenin yüzeye sabitlenmesinin özelliklerini belirler. Bu nedenle, preslenmiş karonun arka tarafı çok yoğun, pürüzsüz, kısmen bile "sırlı" bir yüzeye sahiptir. Yapışkan çözeltilere küçük bir yapışma için yalnızca hafif bir yardımcı madde ve element eklenmesine izin verir. Koşullu sıcaklık yükleri altında, böyle bir kiremit oldukça kolay kırılır. Porselen taş eşyanın düşük buhar geçirgenliği göz önüne alındığında, bu kaplama malzemesinin bu özelliği, kuru preslenmiş seramiklerin havalandırmalı bir cephe oluşturmadan doğrudan binaların duvarlarına yapıştırılmasının önerilmemesine yol açar.
Ekstrüde seramiklerin tersi ise dokulu ve pürüzlüdür. Yapışkan kristaller, böyle bir karonun arka tarafındaki açık gözeneklere nüfuz eder ve bu da geniş bir yapışma alanı sağlar, bu da optimum yapışma anlamına gelir.

Hangi seramikler seçilir? En önemli şey, ürünleri farklılıklarına göre ürün gruplarına ayırmaktır.
| EKSTRÜDE SERAMİK | KURU PRES TEKNOLOJİSİ İLE SERAMİK |
| Örneğin, içi boş tuğlalar veya düz ekstrüde seramikler, sünek bileşenleri yaklaşık %15 artık nem ile birlikte kapalı bir konveyör bandından özel bir kontur nozulu/meme yoluyla dışarı atarak şekillerini alırlar. Bu teknolojinin adı ekstrüzyon(ekstrüzyon). Standart: DIN EN 14411 Gr. A1 ve A2 (önceden DIN EN 121 ve DIN EN 186, bölüm 1) |
Örneğin, seramik doğal taş veya ince gözenekli seramik doğal taş, yaklaşık % 4-5'lik bir kalıntı nem içeriği ile neredeyse kuru taneli bir durumda dev bir pres altında kalıplarda ayrı ayrı preslenir. Standart: DIN EN 14411 Gr. Bla ve Blb (eski DIN EN 176) |