Bir ev ustası için kumpas nasıl seçilir? Verniyeli kumpaslar: boyutları doğru bir şekilde ölçmek için talimatlar Bir kumpasla nasıl ölçülür - adım adım diyagram
Vernier kumpaslar çok popüler bir ölçüm aracıdır. Bir kumpasın tasarımı oldukça basittir, bu nedenle hemen hemen herkes onu herhangi bir özel ön hazırlık yapmadan kullanabilir. Hem harici hem de harici ölçüm için kullanılabilir. iç boyutlar çeşitli parçalar ve içlerindeki deliklerin derinliği. Aksine basit tasarım, bu cihazın farklı doğruluk sınıfları vardır ve 0,1 ila 0,01 mm doğrulukta okumalar verebilir. Adını ana tasarım detayından almıştır. Tasarımı sayesinde kumpas haklı olarak en çok yönlü ölçüm cihazlarından biri olarak kabul edilir.
Bir kumpas kullanarak çeşitli parçaların hem dış hem de iç boyutlarını ve içlerindeki deliklerin derinliğini ölçebilirsiniz.
Bir kumpasın temel tasarım özellikleri
Prensip olarak bir verniye aleti ve bu durumda bir kumpas, ana parçası olarak ölçüm ölçeğine sahip geri çekilebilir bir çubuğa sahiptir. Bu ölçek 1 mm'lik bölümlere ayrılmıştır ve protozoadaki toplam uzunluğu ev modeli ShTs-1 15 ila 25 cm arasında değişmektedir, daha büyük boyutlarda da modeller vardır, ancak bunlar yalnızca endüstriyel Girişimcilik ve çok daha az yaygındır. Bu özel kumpas modelinin ölçebileceği maksimum değeri belirleyen bu çubuktur.

ShTsTs dijital kumpas, hareketli bir çerçeve üzerine monte edilmiş bir dijital ekrana sahiptir.
Özel bir tasarım özelliği, verniye gibi bir cihazın varlığıdır. Bu, ana cetvele göre hareket edebilen yardımcı bir terazidir. Bu cetvel üzerindeki bölünme paylarının sayısının doğru bir şekilde belirlenmesine yardımcı olur. “Verniye” olarak da bilinen verniye ölçeğindeki bölmeler, ana cetvelin bölmelerinden belirli bir kesir daha küçüktür. Doğruluğu 0,1 mm'ye kadar olan bir model için 10 adet veya 0,05 mm'ye kadar doğruluğu olan modeller için 20 adet olabilir. Bir verniyenin çalışma prensibi, bölümlerin çakışmasını gözle belirlemenin, bir bölümün diğerleri arasındaki göreceli konumundan çok daha kolay olduğu gerçeğine dayanmaktadır.
Gerekirse ölçümler dış yüzeyler Tel kesiti gibi büyük çeneler iç yüzeylerin her iki tarafına da basit bir şekilde uygulanır. Tel aralarına sıkıştırılır ve hareketli çerçevenin ölçeğinin sıfır bölümü, çubuğun ana ölçeği hakkında bir gösterge verir. Küçük çeneler, bir borunun veya başka bir deliğin çapının ek hesaplamalara gerek kalmadan bir ölçekte ölçülmesine yardımcı olan makas bıçakları şeklindedir. Bilenmiş bir bıçağın profiline sahip dış çalışma yüzeyleri vardır, böylece iplik adımı gibi bir göstergeyi ölçebilirler.
Bileşenler ve Uygulamalar
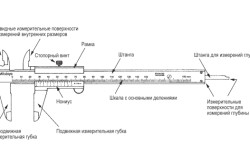
Alet sabit bir taban ve geri çekilebilir bağlantı parçalarından oluşur. Takım çeliğinden yapılmıştır. Kaliper aşağıdaki bileşenleri içerir:
- Tüm hareketli bağlantı parçalarının takıldığı ana çubuk. Ana ölçek üzerinde bulunur.
- Vida kilitli ve dahili bir yay plakasıyla bastırılan hareketli bir çerçeve. Üzerinde verniyeli skala bulunmaktadır. Üzerine doğrudan uygulanabileceği gibi vidalarla sabitlenmiş bir plaka üzerine de uygulanabilir. Bu, çubuğun üzerindeki ölçeğe göre ayarlamanıza olanak tanır.
- Dış yüzeyleri ölçmek için süngerler veya büyük süngerler. Bunlardan biri sabit bir çubuğa, diğeri ise hareketli bir çerçeveye monte edilmiştir. Uçların dar yüzeyleri vardır, bu da Ek özelliklerölçmek için.
- Ölçüm süngerleri iç yüzeyler veya küçük süngerler. Merkezi eksen boyunca öncekilerin karşısında aynı prensibe göre yerleştirilirler.
- Derinlik ölçümü için cetvel. Hareketli bir çerçeveye bağlanır.
Derinliği ölçmek için kullanılan cetvel, hareketli bir çerçeve üzerine monte edilir ve çubuk düzleminde açılan oluk boyunca hareket eder. Ayrıca iç olukları ve omuz mesafelerini ölçmek için de kullanılabilir. Çubuk, ölçülen nesneye dik olan ucuna yerleştirilir. Cetvel tabana yaslanana kadar uzanır. Ölçmek için konik delikler ucunda hafif bir keskinleşme vardır. Ölçüm sonucunu aldıktan sonra, cihazın konumunu bir kilitleme vidasıyla sabitlemeniz ve ancak bundan sonra okuma almanız önerilir.
Kaliper tasarım çeşitleri ve işaretleri
En basitinin yanı sıra mekanik modeli Yapısı yukarıda tartışılan, başkaları da var. 8 olmak üzere 4 ana tipe ayrılabilirler. standart boyutlar. Tasarımları ve amaçları gibi bazı farklılıklar da var. Yukarıda tartışılan çift taraflı kumpas ShTs-1'e ek olarak, tek taraflı bir ShTsT-1 versiyonu da vardır, yalnızca bir tarafında çeneleri ve derinlikleri ölçmek için bir cetveli vardır. olmasına rağmen mekanik aygıt ShTs-1 gibi, üretim malzemesi de sert, yüksek alaşımlı çeliktir. Böyle bir araç, ölçülen nesne üzerindeki aşındırıcı etki sırasında dış doğrusal boyutların ve deliklerin derinliğinin belirlenmesine yardımcı olur.
ШЦ - 2 adı verilen alet çift taraflı bir tasarıma sahiptir, ancak iç ve dış yüzeyleri ölçmek için kullanılan çeneler birleştirilmiştir ve sırasıyla içte düz yüzeylere ve dışta silindirik yüzeylere sahiptir. Bunların karşısında, dış boyutları ölçmek için keskin kenarları olan aynı boyutta çeneler bulunur. Bu, yalnızca ölçmenize değil, aynı zamanda ölçülen parçanın yüzeyini işaretlemenize de olanak tanır. Ayrıca bu modelde, büyük bir doğrulukla okuma yapmanızı sağlayan yardımcı bir mikrometre besleme çerçevesi bulunur.
ShTs-3 kaliperi önceki modelden yalnızca tek taraflı tasarımıyla farklılık göstermektedir. Çene çifti hem iç hem de dış boyutları ölçmek için tasarlanmıştır. Bu model en büyük boyutları ölçmek için tasarlanmıştır, dolayısıyla oldukça büyüktür. Ne ile daha büyük boyutlar Ölçüm aleti sonuçta ortaya çıkan ölçüm hatası ne kadar büyük olursa. Bu nedenle yukarıda açıklanan tasarımlara ek olarak kumpaslar okumaların alındığı göstergelere göre bölünmüştür.
Bu prensibe göre okumaların çerçevenin hareketine göre bağımsız olarak hesaplandığı verniyeli, kadranlı ve dijital olarak ayrılırlar. ShTsK işaretli kadranlar aynısını kullanır mekanik prensip. Çerçeve üzerinde çubuğa dişli şanzımanla bağlanan dijital bir terazi bulunmaktadır. Milimetrenin tamamı çerçevenin kenarının konumuna göre okunur ve kesirleri kadran tarafından daha dar hale getirilir. Bu kaliperde daha fazlası var yüksek sınıf verniyeden daha hassastır ve 0,01 mm'ye kadar çıkabilir. Bununla birlikte, ölçülen parçalardan kaynaklanan mekanik hasara ve rafın kirlenmesine karşı çok hassastır.
Kaliperlerin kullanımı, tornalama üretimi, çeşitli boru hattı sistemlerinin kurulumu, vida bağlantıları ve daha fazla doğruluk gerektiren diğer yapılar.
Aynı zamanda tasarımı sayesinde hemen hemen herkes kullanabilir. ShTsTs dijital kumpas, hareketli bir çerçeve üzerine monte edilmiş bir dijital ekrana sahiptir. Çerçevenin içine ölçüm çeneleri arasındaki mesafeyi gösteren bir okuma cihazı yerleştirilmiştir. Ekranda bunları kontrol etmenizi sağlayan düğmeler bulunur. Böyle bir cihazın doğruluğu 0,01 mm'dir ve en fazlasını ölçmenizi sağlar küçük parçalarözellikle ipliği kontrol etmek için. Ancak tüm dezavantajları elektronik aletler bu enstrümanın doğasında da vardır. Sıcaklık değişimleri nedeniyle çubuk parametrelerindeki değişiklikler, ekran okumalarını anında etkiler.
Çeşitli ölçüm aletlerine ek olarak, bir ev atölyesinde ayrıca bir mezura veya cetvelin uygun olmadığı durumlarda sıklıkla ihtiyaç duyulan bir kumpas bulunmalıdır.
Aşağıda böyle bir ölçüm cihazının ne olduğuna, hangi türlerinin bulunduğuna ve en doğru ölçüm verilerini elde etmek için doğru şekilde nasıl kullanılması gerektiğine bakacağız.
Kaliperin amacı
Bu ölçüm aleti esas olarak boruların dış ve iç çaplarını, et kalınlıklarını belirlerken en doğru verileri elde etmek, deliklerdeki merkez mesafesini, silindirik parçaların boyutlarını, tel kalınlığını ve tel kalınlığını hesaplamak için kullanılır. sac yanı sıra küçük boyutlu diğer malzemeler ve küçük ürünler.
Böyle bir cihazla olukların, deliklerin ve olukların derinliğini, çeşitli girintileri büyük bir doğrulukla ölçmek uygundur. ulaşılması zor yerler. Bir kumpasın ölçümlerdeki doğruluğu milimetrenin onda birine ve yüzde birine ulaşır; bu, cetvel veya şerit metre gibi basit bir aletle elde edilemez.
GOST 166-89'a göre alet, krom kaplı bir bileşimle kaplanmış paslanmaz veya karbon çeliğinden yapılmıştır. Şunlardan oluşur:
- çubuk adı verilen sert bir metal cetvel (dolayısıyla aletin adı - kumpas);
- çıkıntıların ölçülmesi - çeneler;
- cihazın tipine bağlı olarak ölçümlerin milimetrenin onda biri ve yüzde biri hassasiyetinde yapılmasına olanak tanıyan, verniye olarak da adlandırılan verniye ölçeğine sahip bir yardımcı çerçeve;
- Çenelere sağlam bir şekilde bağlanan derinlik göstergesinin hareketli cetveli.

Verniyeli kumpas skalası farklı uzunluklara ve bölme sayısına sahip olabilir. Verniye ölçeğindeki 10 bölüm, 0,1 mm'ye kadar doğrulukla ölçüm yapmayı mümkün kılar, 20 bölüm, 0,05 mm'ye kadar ölçüm doğruluğu sağlar:

Süngerler üst ve alt olabilir. Alt yüzeyde ölçülecek parçaların minimum boyutu belirtilmiştir. Alt çenelerin uçları dikdörtgen şeklinde yapılmıştır. Üst kısımlar dikey olarak sivri ve eğimlidir, bu da diğer işaretleme cihazlarını kullanmadan herhangi bir malzeme ve parça üzerinde işaretleme yapmalarına olanak tanır (yani doğrudan süngerlerle keskin uçlar nedeniyle tam boyutta bir çizgi çizebilirsiniz).
Üst çeneler kullanılarak deliklerin iç boyutları, boru çapları, oluklar ve çeşitli girintiler ölçülür. Dış parametreleri ölçmek için alt çeneler kullanılır. Uzunluğu ölçmek için derin delikler ana çubuktan uzanan bir derinlik ölçer cetveli kullanılır:



Hareketli çerçeveyi cetvel üzerine verniye ölçeği ile sabitlemek için özel bir sabitleme vidası bulunmaktadır. Bazı kumpas modellerinde yuvarlak bir ölçek ve ölçeği inç cinsinden ölçüm alacak şekilde tasarlanmış hareketli bir çerçeve bulunur. Aynı zamanda böyle bir cihazın verniye ölçeği, 0,128 inç'e kadar doğrulukla ölçüm yapılmasına olanak tanır.
Kaliper çeşitleri ve teknik özellikleri
Bu tür ölçüm cihazlarının sınıflandırılması çeşitli parametrelere göre gerçekleştirilir - okuma alma yöntemi, ölçek türü, çenelerin konumu. Tüm bu farklılıklar cihazın işaretlemelerine de yansıyor.
sen farklı şekillerÖlçüm okumaları almak için aşağıdaki ölçek türleri kullanılabilir:
- verniye ölçeği;
- kadran üzerinde bulunan ölçek;
- dijital göstergeli bir çetele kullanarak.
Tasarımlarına göre kaliperler aşağıdaki tiplere ayrılır:
- Karbür çelikten yapılmış ve ШЦТ işaretli tek taraflı takımlar.
- ШЦ-I, ШЦ-II, ШЦ-III olarak işaretlenmiş, tek veya çift taraflı çene düzenine sahip mekanik modeller, üzerinde ölçümler verniye ölçeği kullanılarak alınabilmektedir.
- Dairesel ölçeğe sahip bir cihaz, ShIK veya ShTsK olarak işaretlenir ve verniyeli ölçeğe sahip cihazlardan daha doğru ölçümlere olanak tanır. Kadran ölçeği kesirli okumaları gösterirken çubuğun kendisi tam sayıları gösterir.
- Çenelerin iç yüzeyleri arasındaki mesafeyi gösteren dijital ekrana sahip yeni nesil elektronik kumpas SCC işaretlidir ve bir PC ile simbiyoz halinde çalışabilmektedir. Bu en iyi cihaz 0,01 mm'ye kadar yüksek doğrulukla gerçekleştirilen ölçüm verilerini gereksiz hesaplamalar olmadan hızlı bir şekilde görmenizi sağlayan.


ShTs-II aleti, kilitleme vidasıyla donatılmış ve ana çerçeveye bağlanan ek bir çerçeveye sahip olması açısından ShTs-I modelinden farklıdır. Sabit bir ek çerçeve, deliklerin iç boyutlarının daha doğru ölçümü için çenelerin uçlarını içeri getirmenize olanak tanır.
ShTs-III cihazı, bir çift üst işaretleme çenesine sahip olmaması nedeniyle ShTs-II modelinden farklıdır. Büyük parçaların ölçümünde kullanılır.
Kumpas doğru şekilde nasıl kullanılır?
Aleti kullanmadan önce servis kolaylığı ve doğruluk açısından kontrol etmelisiniz. Bunu yapmak için, onu incelemeniz ve tüm parçalardan mevcut kirleri temizlemeniz gerekir. Alt çeneler sıkı bir şekilde bağlandığında ana skala ile verniye skalasındaki sıfır işaretlerinin çakışıp çakışmadığını da kontrol etmek gerekir.
Ölçülen parçayı sabit bir durumda sabitlemek en iyisidir ancak sol elinizde de tutabilirsiniz, asıl önemli olan ölçüm işlemi sırasında hareket etmesini önlemektir. Herhangi bir parçanın dış boyutlarını ölçmeniz gerekiyorsa, çeneleri açmanız ve ölçülen nesneyi bunlarla sıkıca kapatmanız gerekir. Bu durumda parçanın doğru pozisyonda, bozulmadan olması ve hareket etmemesi gerekir. Bir sonraki adım, aşırı kuvvet uygulamadan montaj vidasını vidalayarak parçayı kalipere sabitlemektir. Ancak bundan sonra okumaları okumaya başlayabilirsiniz.
ShTsTs cihazını kullanırken, ölçülen parçanın boyutlarını hesaplamanıza gerek yoktur; tüm bunlar ekranda gösterilir. ShCK cihazı ile çalışırken ölçü almak da zor değildir. Çubuktaki tam sayılar hareketli çerçevenin kenarıyla gösterilir; milimetrenin yüzde biri veya onda biri kadran ölçeğiyle gösterilir.
Ancak ШЦ-I, ШЦ-II ve ШЦ-III mekanik bir aletle ana ölçeğin ve verniye ölçeğinin değerlerini karşılaştırmak gerekli olacaktır. İlk olarak, boyut tam sayılarla belirlenir, yani ana ölçekteki okuma, verniye ölçeğinin ilk işaretinin konumuna göre belirlenir. Daha sonra kumpasın tipine bağlı olarak boyut milimetrenin onda biri veya yüzde biri cinsinden belirlenir.
Toplam, Ölçüm algoritması:
- Kaç tam milimetrenin sığdığını görmek için üst ölçeğe bakıyoruz.
- Alt ölçekte, hangi bölümün üst ölçekteki bölümle en yakından örtüştüğüne bakıyoruz (sanki tek bir çizgiye dönüşüyormuş gibi) - bunlar milimetrenin onda biri ve yüzde biri.
28,55 milimetrelik ölçümün nasıl elde edildiğini görmek için resme bakalım:

Bir alet kullanırken, uygunsuz depolama, mekanik hasar, aletin kirlenmesi ve ölçülen parçanın sıcaklık durumu nedeniyle ortaya çıkabilecek kumpas hatasını dikkate almalısınız. Bu cihazla ölçüm almak için en uygun sıcaklık, sıfırın üzerinde 10-40 derece aralığıdır. Kumpas kullanırken en güvenilir ölçüm verilerini elde etmek için birkaç ölçüm yapılması ve aritmetik ortalamanın hesaplanması önerilir. Ölçümler tamamlandıktan sonra cihaz silinerek kurutulmalı ve bir kutuda saklanmalıdır.
Makalenin bittiği yer burası. Bugün kumpasın ne olduğunu, çeşitlerinin neler olduğunu ve kumpasla nasıl ölçü alınacağını öğrendik.
Kumpas evrensel bir ölçüm aracıdır. Yüksek hassasiyetli ölçümler için tasarlanmıştır. Onun yardımıyla parçanın hem dış hem de iç boyutlarını, deliklerin derinliğini vb. belirleyebilirsiniz. Bu en yaygın araçlardan biridir teknik alan kullanımı uygun olan. Ve gibi şeylerle aynı düzeyde kullanılır. Mekanik yapısı nedeniyle cihazın hizmet ömründe neredeyse hiçbir sınırlama yoktur, çünkü yalnızca deformasyon onu çalışma durumundan çıkarabilir. Yaygınlığına rağmen birçok kişi kumpasın nasıl kullanılacağını bilmiyor.
Cihaz nispeten az yer kapladığından kumpasla ölçüm hem endüstriyel hem de özel ortamlarda kullanılır. Biri karakteristik özellikler burada milimetrenin onda birine kadar ölçüm yapmanızı sağlayan bir verniye ölçeği var. Tasarım özellikleri, hata olasılığını azaltmak için ölçülen parçayı hem içeriden hem de dışarıdan sabitlemenize olanak tanır. Kullanmak için özel bir eğitim gerekmez ve hemen çalışmaya başlayabilirsiniz.
Kaliperin tasarımı ve çalışma prensibi
Enstrüman, üzerine ana ölçeğin basıldığı bir çubuğun varlığından dolayı adını almıştır. Vernier, ölçüm gerektiriyorsa milimetrenin onda birini veya yüzde birini takip etmeye yardımcı olan ek bir ölçeği ifade eder. Ürün aşağıdaki temel unsurları içerir:

- Halter;
- Hareketli çerçeve;
- Çubuğun üzerinde bulunan ana terazi;
- İç kısım ölçü süngerleri;
- Dış ölçüm çeneleri;
- Derinlik göstergesi;
- Vernier;
- Çerçeveyi sabitleyen vida.
Bazı modellerde hesaplamaları yalnızca milimetre cinsinden değil inç cinsinden de gösterebilen çift ölçek bulunur. Kaliperin diğer kısımları genel olarak aynı kalır.
Hareketli parçalar hareket ettikçe milimetre sayısını gösterecek olan kontrol bölmesinin bulunduğu parça da hareket eder. Dış boyutları, iç boyutları veya derinliği ölçmek isteyip istemediğinize bakılmaksızın hareketler aynı olacaktır, sadece kontrol göstergesi farklıdır.Bunun için ölçülen nesnenin tabanına dayanacak bir derinlik ölçer vardır. Sıradan boyutlar için parçanın iç veya dış çenelere sabitlenmesi gerekir. Ana ölçekte değeri belirledikten sonra daha doğru okumalar için verniyeyi kullanabilirsiniz.
Kaliperleri kullanma kuralları
- Bir parçayı ölçerken kumpas çenelerinin bozulmasına asla izin vermemelisiniz. İstenilen konuma ulaştıktan sonra yukarıdaki sıkıntıların yaşanmaması için kilitleme vidası ile sabitlenmeleri gerekmektedir.
- Cihazı okurken doğrudan gözünüzün önünde tutmalısınız.
- Çenelerin uçları oldukça keskin olduğundan ve yaralanmalara neden olabileceğinden cihazı kullanırken güvenlik kurallarına uymalısınız.
- Talaş, talaş, su, toz ve diğer olumsuz faktörlerin girmediği yerlerde saklanmalıdır. Ancak sıklıkla kullanıldığı için iş yerinden uzak bir yere koymamalısınız.
- İşten sonra ve çalışmaya başlamadan önce alet temiz bir bezle silinmelidir.
Kumpasla nasıl ölçülür
Bir kumpasla ölçüm yapmadan önce temel kurallara aşina olmanız gerekir.
- Dış yüzeylerin ölçülmesi. Ürünün dış boyutları hakkında veri elde edebilmek için aletin alt çenelerine sabitlenmesi gerekmektedir. Bunu yapmak için, onu iş parçasının kendisinden biraz daha fazla yaymanız ve ardından çeneleri durana kadar bir araya getirmeniz gerekir. Bundan sonra ana ve ek ölçeklerde okumalar yapabilirsiniz.
- İç yüzeylerin ölçülmesi. Bu işlem için aletin sıfır konumuna hareket ettirilmesi ve ardından iç ölçüm çenelerinin ölçülecek düzleme paralel olarak iş parçasına yerleştirilmesi gerekir. Daha sonra, onları sonuna kadar hareket ettirmelisiniz; bu, onları tek bir konumda sabitlemenize ve büyük hatalardan kaçınmanıza yardımcı olacaktır. Bu aynı zamanda çapın belirlenmesi için de uygundur.
- Derinlik ölçümü. Buradaki ana kısım derinlik ölçerdir. Kumpas ile ölçüm, aletin ucunun parçanın bir ucuna dayandırılması ve diğer ucuna derinlik mastarının batırılmasıyla gerçekleştirilir. Durduğunda veya ulaştığında istenilen nokta, buradaki verniye hala geçerli olduğundan ana ve ek ölçeklerde okumalar yapabilirsiniz.
- İşaretleme nasıl yapılır? İşaretler, aletin paralel yerleştirilmiş taban kenarlarından veya iş parçasının yüzeyinden doğrudan işaretlerle uygulanır. Ayrıca serifler yaparlar ve daire çizebilirler.

fotoğraf: harici ve iç boyut kaliperli yüzeyler

fotoğraf: kumpasla derinlik ölçümü
Bir kumpasın nasıl kullanılacağını anlamadaki temel sorun, kesin sonuç ve aynı zamanda kullanımı Ek fonksyonlar cihazlar. Dış boyutlarla durum en basit ve nettir, ancak kaldırma ilkesi her yerde neredeyse aynıdır, bu nedenle iki teraziyi kullanmayı öğrenmelisiniz. Aynı zamanda ana olan ilki, bir milimetrenin tam kesirlerini gösteriyor. Derinlik mastarı, dış veya iç çene kullanmanıza bakılmaksızın, üç parçanın tümü ölçülen mesafeye göre hareket eder. Ölçüm sırasında okumaların kaybolmaması için her şey kontrol limit noktasına ulaştığında cihaz sabitlenir.

a) 6,45 mm;b) 1,65 mm
Bundan sonra onu iş parçasından çıkarabilir ve kendinize yaklaştırabilirsiniz. Okumalar ölçüm anındakiyle aynı kalır. Çubuğun üzerindeki bölmeler hemen görülebilir ve tam milimetre sayısı hemen görülebilir; daha ayrıntılı belirlemek için bir verniye kullanmalısınız. Her biri bütünün bir kısmına karşılık gelen on bölümden oluşur. İlk bölüm ana ölçekteki çizginin değeriyle örtüşüyorsa çift değer elde edilir. İkinci bölüm herhangi bir çizgiye denk geliyorsa, ortaya çıkan tam değere 0,1 eklenmelidir. Üçüncüye - 0,2, dördüncüye - 0,3 vb.
Milimetrenin yüzde birini gösteren verniyeler var. İçlerindeki ölçüm prensibi çok benzer. Önemli olan, sabitleme elemanının her zaman çalışır durumda olmasıdır, aksi takdirde ölçüm cihazının konumu sürekli kaybolacağından doğru veri elde etmek imkansız olacaktır.
Bir alet nasıl düzgün şekilde saklanır
Aletin saklanması ve bakımıyla ilgili kuralları bilmeniz gerektiğinden kumpasın nasıl kullanılacağını bilmek yeterli değildir. Enstrümanı tedarik edildiği kutuda saklamak en iyisidir. Her durumda burası toz, talaş ve diğer nesnelerin düşmediği karanlık ve kuru bir yer olmalıdır. Tüm modellerin metalden yapıldığı dikkate alındığında nem ile temas etmesi ve yoğuşma birikmesi istenmeyen bir durumdur. Cihazı deforme edebilecek ve ölçüm doğruluğunu azaltabilecek darbe ve çiziklerden kaçının. Her kullanımda yüzeyi kuru bir bezle silin. Dikkatli kullanım, onu uzun yıllar ve hatta onlarca yıl kullanmanıza olanak tanır.

fotoğraf: pergellerin bir kutuda saklanması
Kumpas nasıl kullanılır: Video
Kumpas, adını gövdesinin ana unsuru olan çubuktan almıştır, ancak alıştığımız pusula, yapısı itibariyle bu aletten biraz uzaktır. Bu yazımız yardımıyla gizemlerle dolu bir konuyu anlamaya çalışacağız, yapısına ve çalışma prensibine bakacağız.
Vernier kaliper tasarımı - ana bileşenler ve amaçları
Bir kumpasın tasarımı dışarıdan karmaşık görünmemektedir, ancak parçaları o kadar kompakttır ve optimum şekilde düzenlenmiştir ki bu cihazın kullanımını basit ve kolay hale getirir. Ve çok şey yapabilir ve onun yardımıyla gerçekleştirilen ölçümler sanayi ve inşaatın birçok alanında çok önemlidir. Pergel kullanırken nesnelerin hem dış hem de iç doğrusal boyutlarını elde ederiz. Ve bazı modellerde kıskanılacak bir seviyeye ulaşan doğruluk, bu basit aletin giderek daha fazla talep görmesini sağlıyor.
Kumpasın amacı uzunlukları, çapları, derinlikleri ölçmektir ancak gelin kumpas örneğini kullanarak bu yeteneği neyin sağladığına bakalım. basit tip bu cihaz. Ana birim, alete adının bir kısmını veren, çubuk adı verilen bir cetveldir. Üzerindeki bölmeler genellikle 1 mm'dir ve toplam uzunluk genellikle 15 cm'dir ancak bireysel modeller daha uzun olabilir. Cetvel, bu aracın ölçebileceği maksimum boyutu belirler.. Bunun anlamı maksimum uzunluk veya nesnenin çapı 15 cm'den fazla olmamalıdır.
Cetvelin ucunda süngerler veya daha doğrusu yarıları bulunur ve diğer yarılar, incelenen nesnenin boyutunu ölçerek cetvel boyunca hareket eden hareketli bir çerçeve üzerinde bulunur. İç ve dış süngerler vardır; birincisinde kesici dişler dışa doğru, ikincisinde ise birbirine dönüktür. Sonuç olarak, ilkleri nesnenin içine yerleştirilir ve iç geometrik parametreyi sabitlemek için birbirinden ayrılır, ikincisi ise geniş bir şekilde uzaklaşır ve ardından incelenen nesneyi kendi aralarında sabitlemek için yaklaşır. Boyutu doğru bir şekilde almak veya başka bir yüzeye aktarmak için hareketli çerçeve, üzerinde bulunan özel bir vidayla sabitlenebilir.
Ana cetvelde istenen boyutun tamsayı değerini görebiliriz, ancak üzerine basılan verniye ölçeğini de görebiliriz. alt kısımçerçevelerin tam olarak ana cetvel işaretlerinin altında olmasını sağlayın. Verniyenin her biri 1,9 mm olan on bölmesi vardır ve ölçeğin tamamı 1,9 cm uzunluğundadır. Bunlar normal bir ev tipi kumpasın parametreleridir, diğer modellerde bu oran değişir. Verniyenin ana ölçeğin herhangi bir bölümüyle örtüşen bir bölümünü bulduktan sonra, istenen değeri milimetrenin onda birine kadar hassaslaştırabilirsiniz. Kumpasın kullanımı iç ve dış boyutlarla sınırlı değildir, deliklerin derinliğini de işaretleyebilirsiniz, bunun için cetvelden uzanan bir kuyruk vardır. Bu bir derinlik ölçer ölçeğidir.
Verniyerli kumpaslar - sınıflandırma ve işaretleme
Ölçüm cihazı, kumpas, en azından ulusal standartlara göre 3 tipte ve yaklaşık 8 standart boyutta olabilir. düzenleyici belgeler. Ayrıca herhangi bir hassas aleti satın alırken, onun üretildiği ve kalibre edildiği standartlara odaklanmak önemlidir. Gerekli sayıları aldığımız ölçülen değerin göstergesine bağlı olarak türlere ayrılır. Bu sürmeli (ShTs), kadran (ShTsK) ve dijital (ShTsTs) kumpaslar olabilir. İlk durumda gözlerimizi her iki terazinin üzerinden geçirmemiz, bölümleri saymamız ve sonucu bildirmemiz gerekecek. İkinci durumda, hareketli oklu mekanik ölçekte sayılar göreceğiz, ancak üçüncü durumda, bitmiş sonuç ekranda gösterilecektir.
Bu türler içerisinde, ana hattın tasarımına ve uzunluğuna bağlı olarak başka alt türlere de bölünebilir. Örneğin aletleri yapıldıkları malzemenin türüne göre bölebilirsiniz. Sert alaşımlı bir aletin bir örneği ShTsT-I'dir. Süngerlerin yapısında farklılıklar var veya ek aksesuarlar. Bu nedenle, ShTs-I ve ShTs-III çenelerin konumunda farklılık gösterir, ilk durumda iki taraflı, ikincisinde ise tek taraflıdır. Ancak ShTs-II'de bunu sağlayacak mikrometrik bir besleme çerçevesi vardır. daha kolay işaretlemeÖlçümlerinizi başka bir düzleme aktarmanız gerekiyorsa. Standart boyutlardaki farklılıkları uzun süre tartışmanın bir anlamı yok, sadece cetvel ne kadar büyük olursa, elde edilen değerlerdeki hatanın da o kadar büyük olduğunu söylemek gerekir.
Kumpasla nasıl ölçülür - yeni başlayanlar için talimatlar
Teknik açıdan ileri düzeydeki kişilerin çoğu, kumpasın nasıl kullanılacağını sezgisel olarak anlar, bu nedenle ana noktaları kısaca hatırlayacağız.
Kumpasla nasıl ölçülür - adım adım diyagram
Adım 1: Parçanın Sabitlenmesi
Öncelikle aletin servis kolaylığı açısından kontrol edin, bunu yapmak için parçasız çeneleri sıfıra indirin, açıklığa, ne kadar doğru bağlandıklarına bakın ve ayrıca iki ölçekteki sıfırların eşleşip eşleşmediğini görmek için ölçeğe bakın. Sonrasında olumlu sonuç parça üzerinde çalışmaya başlayabilirsiniz. Aletin sağ elinizde olduğu ve ölçülen parçanın solunuzda olduğu veya bir yere tamamen sabitlendiği durumlarda çalışmak en uygunudur. Solaksanız ilişki elbette tersine döner. Ölçmek için dış boyut kaliper çenelerini açın, aralarına bir nesne yerleştirin ve bağlayın. İncelenen parçanın kenarlarına dayanmalıdırlar. Eğer sertse, sıkı bir dokunuş için dudakları hafifçe sıkabilirsiniz. Parça yumuşaksa bunu yapmayın, sonuçlar bozulacaktır.
Kuvvet basitçe kontrol edilir; çeneleri nesneye göre hareket ettirmeye çalışırsanız, bunu isteksizce yapmaları gerekir, ancak bunun için de kuvvete ihtiyacınız varsa, o zaman açıkça sıkmışsınız demektir.
Çerçeveyi baş parmağınızla hareket ettirmek daha uygundur sağ el, halteri geri kalanıyla birlikte tutuyor. Pergelin nesneye göre konumunu kontrol edin, herhangi bir çarpıklık olup olmadığını kontrol edin (çeneler her iki tarafta nesnenin kenarından aynı mesafede olmalıdır), yapıyı göz hizasına yükseltmek daha iyidir. Daha net görebilmek için, nesneyi sol elinizle aletin önünde değil arkasındaki düzlemde tutmak daha iyidir. Şimdi sabitleme vidasını işaret parmağınız ve baş parmağınızla dikkatlice sıkmalısınız, geri kalanı ise çubuğu tutmaya devam etmelidir. Değer sabitlendiğinde, parça bir kenara bırakılabilir ve bir sonraki aşamaya, ortaya çıkan sayının bir kumpasla nasıl ölçüleceğine çalışmaya devam edilebilir.
2. Adım: Değeri kaldırın
Okumaları göz hizasında okumak en iyisidir. Öncelikle ana ölçeğin değerini yazıyoruz, yani. tamsayı. Bunu yapmak için ana çubuk üzerinde verniyenin sıfır değerine en yakın vuruşu ararız, bu milimetrelik bir tam sayıdır. Hatırlayabilirsiniz veya taslağınızda bir yere işaretleyebilirsiniz. Şimdi verniye üzerinde sıfıra en yakın olan ama aynı zamanda çubuktaki bazı bölümlerle tam olarak çakışan bir çizgi arıyoruz. Onun seri numarası kullanılan verniyenin bölme değeriyle çarpılmalıdır (genellikle 0,1 mm). Bu değeri bildiğinizden emin değilseniz bu kumpasın pasaportuna bakın.
Şimdi bu küçük bir mesele, sadece bu sayıları toplamanız gerekiyor ve sonuç hazır. Örneğin çubukta 35 mm değeriniz vardı ve verniyede 4 bölüm daha sayıldı, sonra Genel anlam 35,4 mm'ye (3,54 cm) eşittir. İşten sonra alet silinir (yağdan arındırılır), çeneler hafifçe birbirinden ayrılır (birkaç mm), kelepçe gevşetilir ve kasaya yerleştirilir. Uzun süre saklamayı planlıyorsanız korozyona karşı yağlayabilirsiniz.
Öyle oldu ki (en azından yazar için) ölçümlerin doğruluğu yapıldı: bir buçuk santimetreye kadar bir cetvelle, milimetreye kadar bir kumpasla, ancak milimetrenin onda biri ve yüzde biri yalnızca bir mikrometrenin yardımıyla. Milimetrenin onda birini ölçmek için kumpas kullanmanıza engel olan şey, bunun için tasarlandığı için "hazırlıksız" yanıtını vermek zor olacaktır. Çoğu zaman bunun cihazını bilenler bile ölçüm aleti Bir kumpasla kaydedilen boyutu onlarca doğrulukla belirtmeye dikkat edin - çünkü milimetrenin onda birini belirlemekten "sorumlu" ölçek (verniye) doğası gereği küçüktür. Bu nedenle bazı kumpasların kadranlı ölçekle ve hatta elektronik ekranla (elektronik) donatılmaya başlandığını itiraf ediyorum.
Halihazırda kullandığınız bir pergeli yükseltmenizi ve bu sayede ölçümlerinin doğruluğunu kadranlı pergelinkine yaklaştırmanızı ve örneğin onu bir büyüteçle donatmanızı engelleyen şey nedir? Bilgisayarın başına oturdu ve daha önce hayal gücünü ziyaret eden bir cihazı çizmeye başladı.
İyileştirme şeması

Sayılarla enine kesit bir çizim yaptım:
- 1 - kaliper çubuğu gösterilir
- 2 - hareketli kaliper çerçevesi
- 3 - tutucu çerçeve, hareketli bir çerçeveye monte edilir
- 4 - çerçeveyi çerçeveye sabitleyen vida
- 5 - çerçeveyi bir büyüteçle çerçeveye sabitleyen vida
- 6 - büyüteç çerçevesi
- 7 - çerçeveyi sabitleme vidasının başına bastıran yay
- 8 - büyüteç

Bitmiş taslağa uygun olarak, gelecekteki tutucunun en uygun bileşenlerini “parça parça” topladım.

Bir textolite küpünde (eskiden vücudun bir kısmı) elektronik cihaz ve tutucunun gelecekteki çerçevesinde) bir eğe kullanarak mevcut oluğu kaliperin hareketli çerçevesine karşılık gelen boyutlara genişletti ve sabitleme vidası için merkezde 3 mm çapında bir delik açtı.

Yan tarafta, çerçeveyi büyüteçle sabitleyen bir vida için M4 dişli bir delik bulunmaktadır. Çerçeve imalatının tamamlanmasıyla birlikte hassasiyet ve dikkatli montaj gerektiren emek yoğun işlemler de sona ermektedir.

Bir parça yumuşak plastikten (mevcut olana ek olarak) bir çerçeve yapılmıştır. Plastik plakaya iki delik açılır. Daha küçük olanı çerçeve sabitleme vidası içindir, daha büyük olanı mevcut çerçeve içindir (içine vidalandığı için keskinliğin ayarlanmasını mümkün kılar).

Cihaz çizime göre monte edilmiştir. Ek çerçevedeki ipliği özel olarak kesmedim, ilk vidalarken eski (metal) çerçevenin dişinden yapıldı. Bu amaçla yumuşak plastik bir plaka seçildi ve delik gerekenden 0,5 mm daha küçük hale getirildi. Verniye işaretlerinin (mm'nin onda birini belirlemeye yarayan ölçeğin adı) gözlem için daha rahat bir boyuta yükseltildiği açıkça görülmektedir. Bu, ölçülen boyutun "on" doğrulukla güvenle belirlenmesini mümkün kılar. Dahası, artık ölçüm kullanarak 0,85 mm boyutunda bir teli 0,80 mm boyutundan kolayca ayırt edebilirsiniz.
Kaliper okumaları alma prosedürü
- tam milimetre sayısını sayın; bunu yapmak için, çubuk ölçeğinde verniyenin sıfır strokuna sola en yakın stroku bulun;
- milimetrenin kesirlerini sayarlar, bunun için verniye ölçeğinde sıfır bölümüne en yakın ve çubuk ölçeğinin vuruşuyla çakışan vuruşu bulurlar - seri numarası milimetrenin onda biri sayısı anlamına gelecektir;
- tam milimetre ve kesirlerin sayısını toplayın.
Cihazın kurulumu ve çıkarılması kolaydır ve yalnızca gerektiğinde kullanılabilir. Projenin yazarı - Babay iz Barnaula.
VERNIER KALİPLERİNİ YÜKSELTME makalesini tartışın