Araba jeneratörlerini tamir ediyoruz. Elektrikli ekipmanların çalıştırılması ve onarımı
Bazı durumlarda hangi marka veya üretici olursa olsun bir otomobilin jeneratörü tamir edilebilmektedir. Onarıma başlamadan önce artıları ve eksileri dikkatlice tartın. Jeneratörün servis ömrü ve onarım işinin maliyet etkinliği dikkate alınmalıdır.
Jeneratör zaten kullanışlılığını yitirmişse, yeni veya yenilenmiş bir araba jeneratörü satın almak daha iyidir. Bütün bunlarla birlikte aracınıza hangi jeneratörün, hangi markanın uygun olduğunu düşünmelisiniz. Genellikle bu tür veriler katalogda belirtilir ve jeneratörü değiştirirken daha kabul edilebilir bir tane kurabilirsiniz. Ancak şunu da unutmamak gerekir ki, jeneratörler dışarıdan tamamen aynı olsalar da, özellikleri ve özellikleri bakımından farklılık gösterebilirler. Özel dikkat göstermeye değer
- elektronik konnektörlerin tasarım uyumluluğu için,
- bağlantı elemanı boyutlarının yazışmaları,
- kasnağın çıkarılması.
Kasnak, tahrik düzlemine olan mesafeyle orantılı olmalıdır.
Tam teşhis ve sökülmesi şartıyla jeneratörün yüksek kalitede onarımı mümkündür. Bu durumda jeneratörün araçtan çıkarılması gerekir. Jeneratörün kapsamlı teşhisi özel bir panelde gerçekleştirilir. Bu koşullar karşılanmazsa voltajı yalnızca motor çalışırken kontrol edebilir, ayrıca kullanım ömrü dolmuş voltaj regülatörünü ve fırçaları da değiştirebilirsiniz.
Bu önlemlerin uygulanması her zaman gizli jeneratör arızalarını ortadan kaldırmanıza izin vermez. Birbirini telafi ediyor gibi görünen kusurların oluşumunu dışlamamalıyız: hafife alınmış bir jeneratör voltajı, diyot köprüsünün arızasına bağlı olabilirken, yanmış bir EVR, aşırı tahmin edilmiş bir göstergedir. Düşük yüklerde jeneratör 13,8 - 14,9 V üretecektir ki bu normaldir ancak yük artarsa jeneratörün enerji çıkışı düşmeye başlayacaktır.
Teşhis, diyot köprüsünde kısa devre veya sargı arızası varlığını ortaya çıkarmazsa, tekrar yüklü regülatör hemen yanacaktır.
Jeneratör söküldükten sonra çeşitli kirleticilerden dikkatlice silinmelidir. Yıkama özel bir madde ile yapılır. Bu işlev en iyi şekilde uzman atölyelerde gerçekleştirilir.
Onarım işlemi sırasında jeneratörün herhangi bir parçasını değiştirebilirsiniz. Regülatör ve redresör köprüsü gibi parçaları yenileriyle değiştirmek daha iyidir. Diğer parçaların kullanımı ancak tüm düzeneğin benzer bir tasarımının yokluğunda yapılabilir.
En emek yoğun onarımın jeneratör statorunun geri sarılması olduğu düşünülmektedir.İhlal tükenmişliğe yol açabilir vernik kaplama sargının dönüşleri arasında izolasyonun yanı sıra mekanik hasar ve kısa devre sağlar. Statoru çalışır duruma getirmek için 100 ile iletişime geçmeniz gerekir. Kalifiye uzmanlar onu hızlı ve verimli bir şekilde onaracaktır. Geri sarmanın, bir ünitenin tamamını satın almaktan bile daha ucuza (%25-50) mal olacağı dikkate alınmalıdır.
Rotorla işler daha da zor. Maliyeti jeneratörün fiyatının% 40-60'ı kadardır. Rotor kırılırsa, tasarımı sökülebilir olmadığından değiştirilmesi gerekecektir.
Rotor onarımı aşağıdaki dengeleme ile gerçekleştirilir. Genel olarak, rotorun geri sarılması çok emek yoğun ve pahalı bir işlemdir, bu nedenle yalnızca ikinci durumda onarılır (hayır istenilen model veya uzun teslimat süresi).
Kullanım sırasında yatakların (veya herhangi birinin) arızalandığı ortaya çıkarsa, her durumda her ikisinin de değiştirilmesi gerekir. Onarıma tabi değildirler.
Jeneratörün onarımının malzeme maliyetleri, aracın gücüne ve tasarım özelliklerine bağlıdır. Jeneratörün sökülmesi her zaman kolay bir iş değildir. Gerekli faaliyetleri gerçekleştirmek için bazı durumlarda ek ekipman kullanılması gerekebilir. 100'de onarım yapılması tavsiye edilir. Bu, yapılan işin kalitesini ve garantisini garanti eder.
Araba jeneratörlerini yabancı üreticilerden geri yüklemek daha da ekonomiktir çünkü yeni parçaların fiyatı birkaç kat daha pahalıdır.
Jeneratörün 100 onarımdan sonraki garanti süresi 3 ila 7 ay arasındadır. Ancak bazı atölyeler, onarılan ekipmanı çalıştırma kriterleri konusunda ikna olmadıkları için garanti süresi belirlemezler.
Jeneratör arızasının ilk işareti ampul sinyalidir., şarj seviyesini gösterir pil. Motor çalışırken ışık yanıyorsa jeneratör elektronik akım üretmiyor demektir. Temel neden fırçaların veya halkaların aşınması olabilir. Lamba, voltaj regülatörünün veya diyotların yandığı durumlarda da konuşabilir.
Jeneratörü kontrol etmenin basit bir yöntemi farların parlaklığıdır(akkor lambaların kullanımına tabidir). Farları açıp motoru çalıştırdığınızda jeneratör düzgün çalışıyorsa motor devri arttıkça farlar daha parlak yanmaya başlayacaktır. Bu işe yaramazsa, jeneratörde bir arıza var demektir.
Daha doğru teşhis yapabilmek için akü terminallerine bir voltmetre bağlamanız ve motoru çalıştırmanız gerekir. Rölantide voltmetre okuması 13,6 - 14,8 V olmalıdır. Okumalardaki fark yaklaşık 1 V ise, bu jeneratörde bir arıza olduğunun kanıtıdır.
Ayrıca ışık sinyali araçtaki diğer sorunları da gösterebilir. Örneğin tahrik kayışının aşınması kasnakların üzerinde kaymasına neden olur. Bu, güç kaynağında bir azalmaya yol açar.
Bir dizi kurala uygunluk, jeneratörün ömrünün uzatılmasına yardımcı olacaktır:
- Pili takarken kutuplara kesinlikle dikkat edilmelidir. Bir hata, diyot köprüsünün ve voltaj regülatörünün yanmasına yol açacaktır.
- Motor çalışırken akünün “+” sürücüsünün bağlantısını kesmeyin.
- Aynı anda birden fazla büyük araç cihazının (farlar, ses yükseltici, ısıtıcı) kurulması önerilmez. Bu jeneratörün yanmasına neden olacaktır.
- Jeneratöre su girmediğinden emin olun. Böyle bir durumda jeneratörü ve diğer parçaları derhal basınçlı havayla kurutun.
Jeneratörlerin ayırt edici özellikleri:
- Geleneksel tasarım. Soğutma, küçük boyutlu bir pervanenin ürettiği hava yoluyla gerçekleşir.
- Sıvı soğutmalı jeneratör. Soğutma, motor sisteminde dolaşan antifriz ile yapılır.
- Elektronik özelliklere göre jeneratörler 14 volt (27 - 195 A çalışma akımıyla) ve 28 volttur (35 - 200 A).
Ekipmanı nasıl kullanacağınızı biliyorsanız, çok fazla zorluk çekmeden jeneratörü kendi başınıza onarabilirsiniz.
Ucuz bir jeneratörün onarılmasının 4'ten fazla parçanın değiştirilmesini gerektireceği ortaya çıkarsa, ünitenin tamamının değiştirilmesi daha tavsiye edilir.
Bir araba jeneratörü alan bir cihazdır mekanik enerji motora dönüştürür ve onu dönüştürür elektrik Böylece arabanın geri kalan birimlerine elektrik sağlanıyor. Jeneratör aküyü şarj eder ve aracın motoruna güç sağlar. Bu nedenle “motor-jeneratör” bağlantısı kesilmemelidir çünkü çalışmayan bir jeneratör, şarj almayan bir aküdür ve buna bağlı olarak aracın ana organı da çalışmaz.
Jeneratörün değiştirilmesi önemli finansal maliyetler gerektirecektir. Bu nedenle, her şey elinizin altındaysa gerekli araçlar ve aracın motor bölmesindeki cihazlar hakkında bilgi sahibiyseniz, arızayı kendiniz düzeltebilirsiniz (ne yapmanız gerektiğini diğer makalemizde okuyun).
Yani jeneratör bozuk. Hangi arızalar bu cihazın arızalanmasına neden olabilir? Şimdi onlara bakalım:
- Jeneratör çok düşük voltajda akım üretir.
- Jeneratör hiçbir şekilde elektrik akımı üretmez.
- Bir cihaz arızası gösterge panosunda yanıp sönen bir ışık olarak görüntülenir.
- Jeneratör optimum hızın üzerinde şarj oluyor.
- Jeneratörün çalışmasına yabancı gürültü eşlik ediyor.
Jeneratörü kendiniz onarmaya başlamadan önce , kontrol etmem gerekiyor teknik durum ve üniteyi parçalara ayırın. Jeneratörü sökmeden önce kayışın durumunu ve gerginliğini kontrol edin ve yakın gelecekte başınıza bir şey gelip gelmeyeceğine bakın (daha fazlasını okuyun). Test, parmağınızı jeneratörün bu kısmının ortasına basmaktan oluşur. Kayış iyi durumda ise basıldığında yarım santimetreden fazla düşmemelidir. Yeni kayışın 2 mm'den fazla bükülmemesi gerektiğini belirtmekte fayda var. Kayış aşınmamış ancak gerginlik zayıfsa jeneratör kayışı sıkılarak eksiklik giderilebilir. Ayrıca jeneratörün gergi makarasını da döndürün, eğer zorlukla dönüyorsa ve gıcırdıyorsa, yağla yağlamanız veya bunun yerine yeni bir silindir takmanız gerekecektir.
Jeneratörün teknik durumu aşağıdaki ölçüm cihazları kullanılarak kontrol edilebilir:
- ampermetre;
- voltmetre;
- reosta.
Rotor hızı bir takometre kullanılarak ölçülür (genellikle gösterge panelindeki hız göstergesinin yanında bulunur). Jeneratörün normal çalışması sırasında, bu cihazın okumaları 2000 rpm'den az olmamalıdır, norm ise 5000 rpm'dir.
Kendin yap jeneratör onarımı - onarım nedenleri
Jeneratör arızasına neden olabilecek sebeplere bakalım. Dolayısıyla, jeneratör bir yük üretmezse, bunun nedenleri aşağıdaki olaylar olabilir:
- Sigorta veya kontaklar atmış.
- Jeneratör fırçaları kırılmış veya aşınmış.
- Regülatör rölesi arızalandı.
- Sargı kısa devresi nedeniyle stator veya rotor devresinde bir kesinti meydana geldi.
Listedeki ilk üç arızayı düzeltmek için, önce elbette sökerek jeneratörün aşınmış parçalarını değiştirmeniz yeterlidir.
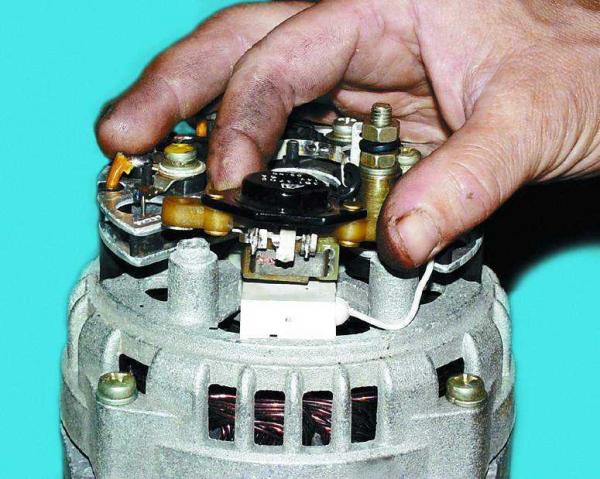
Jeneratörün nasıl çıkarılacağı ve söküleceği.
- Her şeyden önce, tüm bağlantı elemanlarını dikkatlice sökerek fırça tutucusunu voltaj regülatörüyle birlikte çıkarın.
- Gergi cıvatalarını ve ardından statorlu kapağı çıkarın.
- İlk önce faz sargılarını doğrultucu ünitesindeki çıkış kablolarından ayırarak kapağı statordan çıkarın.
- Daha sonra özel bir çekici kullanarak kasnağı şafttan ve jeneratörün ön kapağından çıkarın.
Jeneratör ters sırayla monte edilir.
Sargı kısa devre yaparsa parçayı değiştirmekten daha ciddi bir işlem yapmanız gerekecektir. Böylece kırık bir sargı onarılabilir veya yeni tellerle değiştirilebilir. Çoğu zaman sargı, kayma halkalarının yakınında kırılır. Ayrıca sarımın uçlarından birinin lehiminin çözülmesi nedeniyle arıza meydana gelebilir. Böyle bir arıza, rotor sargısından kopma alanındaki dönüşün çözülmesiyle onarılabilir. Daha sonra, sargının kırık ucu kayma halkasından çıkarılmalı (lehimlenmemiş) ve daha önce çözülmüş tel buraya lehimlenmelidir. Lehim sökme işleminin kabloları yeniden lehimleyerek düzeltilmesi çok kolaydır.
Zayıf veya çok güçlü bir jeneratör şarjı, jeneratörün onarımı sırasında değiştirilmesi gereken hasarlı bir röle ile gösterilir.
Jeneratör voltajını kontrol etmek cihazın düzgün çalıştığını gösteriyorsa ancak gösterge panelindeki gösterge yanıp sönüyorsa, büyük olasılıkla göstergedeki ampulün çalıştırılmasından sorumlu olan diyotlardan biri arızalıdır. Bu diyotlar jeneratörün kendisinde bulunur ve cihaz söküldükten sonra değiştirme işlemi yapılır.
Bir jeneratör için alışılmadık gürültü, rotor yatağının aşınmasıyla gösterilebilir. Muayene sırasında jeneratör yatağının aşınmış olduğu tespit edilirse değiştirilmesi gerekecektir. Jeneratörün garip sesleri yataktaki boşluk eksikliğiyle ilişkiliyse, önce benzinle duruladıktan sonra onu yağla doldurabilirsiniz. Daha sonra yabancı sesler kaybolacaktır.
Böylece jeneratörü garajınızda bile (ve aslında) kendiniz onarabilirsiniz. Cihaz parçalarını kontrol ederken ve değiştirirken güvenlik önlemlerine uyun ve dikkatli olun çünkü elektrik sisteminin zarar görmemesi gerekir.
Jeneratör onarımı: video
BEŞİNCİ BÖLÜM
JENERATÖR TAMİR
VE SENKRON KOMPANSATÖRLER
5.1. ONARIMLARIN KAPSAMI VE SIKLIĞI. ONARIM HAZIRLIĞI
Tipik bir revizyon, jeneratörün rotor çıkarılarak veya çıkarılmadan sökülmesini ve yeniden monte edilmesini içerir;
tümünün muayenesi, temizliği ve test edilmesi mevcut parçalar ve tamamen sökülmesiyle birlikte uyarıcı dahil bileşenler; makinenin terminalleri ve hücrelerinin ekipmanlarının, jeneratörün ve sargıların yağ sisteminin, gaz soğutma ve su soğutma sistemlerinin sökülmesi ve onarımı; testler ve ölçümler yapmak; tespit edilen tüm kusurların ortadan kaldırılması. Kural olarak, rotor halkaları ve uyarıcı manifoldu işlenir.
Büyük onarımlar sırasında gerekirse, özel iş: arızalı stator sargı çubuklarının değiştirilmesi, rotor sargısındaki dönüş kısa devrelerinin ortadan kaldırılması, rotor halkalarının ve rotor bandajlarının değiştirilmesi, rotor mil contalarının yeniden yapılandırılması, vb.
Jeneratörlerin büyük ve güncel onarımları, türbinlerin büyük ve güncel onarımlarıyla birleştirilmelidir. 100 MW'a kadar olan turbojeneratörlerin büyük onarımları her 3-5 yılda bir yapılmalıdır; 100 MW'ın üzerindeki turbojeneratörler - her 3-4 yılda bir; senkron kompansatörler - en fazla 4-5 yıl sonra; hidrojen jeneratörleri - her 4-6 yılda bir.
İlk kez devreye alınan turbojeneratörlerin, hidrolik jeneratörlerin ve senkron kompansatörlerin, ön parçaların ve stator takozlarının sabitlenmesinin güçlendirilmesi de dahil olmak üzere ilk onarımı, devreye alındıktan sonra en geç 8000 çalışma saati içinde gerçekleştirilir. Bu gereklilik, çalışmanın ilk döneminde parçaların ve bileşenlerin birbirine yoğun bir şekilde alışması, yalıtımın ve bağlantı elemanlarının kuruması ve bu da bağlantı elemanlarının gevşemesine neden olmasından kaynaklanmaktadır. Ayrıca imalat sırasında oluşan kusurların çoğu, tam olarak makinenin ilk çalışma döneminde ortaya çıkar.
Jeneratörü durdurmadan önce büyük yenilemeçeşitli yükler altında tüm yatakların ve çapraz parçaların titreşimini ölçmek gerekir ve Rölantide heyecanlı ve heyecansız. Jeneratörde kabul edilemeyecek kadar yüksek titreşim varsa ve ön araştırmalar bunu ortadan kaldırmak için rotor dengelemenin gerekli olduğunu tespit ettiyse, onarım tamamlandıktan sonra genellikle yeterli zaman olmayacağından, türbin onarım için çıkarılmadan önce dengeleme yapılması tavsiye edilir. uç kapakların ve yağ keçelerinin dengelenmesi ve ardından montajı. Aynı nedenlerden dolayı, türbini onarıma çıkarmadan önce rotor mili üzerindeki halkaların ve sızdırmazlık disklerinin taşlanması ve taşlanması tavsiye edilir.
İkaz tarafındaki yatakların ve contaların izolasyonunun durumunu kontrol etmek için mil üzerindeki voltajı ölçmek, gaz sızıntılarını belirlemek ve kontrol ederek sızıntıları tespit etmek gerekir. Özel dikkat onarımlar sırasında sökülemeyen üniteler için.
Jeneratörün ağdan nominal hızında bağlantısını kestikten sonra, rotor sargısının yalıtım direncini bir megohmmetre ile ölçün. Azaltılmış izolasyon direnciyle, rotor hızı tamamen durana kadar azaltılırken ölçüm devam eder. Aynı zamanda rotor sargısının yalıtım direnci normal değerine döndürülürse, yalıtımdaki güvenilmez yer büyük olasılıkla sargının üst kısmında kama veya rotor bandajının altında bulunur.
Rotor sargısında dönüş kısa devrelerinin olup olmadığını kontrol etmek için 0 ila 220 V arasında değişen çeşitli alternatif akım gerilimlerinde sargı direnci belirlenir. Bu ölçümler anma hızında ve azaldıkça yapılır. Gerilim ve dönme hızına bağlı direnç değişim eğrilerinin daha önce kaydedilenlere veya aynı tipteki jeneratörlerin eğrilerine kıyasla daha düz bir konumu, sarımda dönüş kısa devrelerinin varlığını gösterecektir.
Mevcut onarımların kapsamı jeneratörün durumu dikkate alınarak belirlenir. Kural olarak, rutin onarımlar sırasında, rotor ve ikaz halkaları üzerindeki fırça cihazları temizlenir, aşınmış fırçalar değiştirilir, açılmadan erişilebilen parça ve bileşenler incelenir ve temizlenir, ikaz sistemi ekipmanları, otomatik şanzıman ekipmanları ve yüksek voltaj ekipmanları gerçekleştirilir. Gerekirse gaz soğutucularını, ısı eşanjörlerini, filtreleri, hazneleri ve soğutma sistemi ekipmanlarını temizler, rotor mili yağ keçelerini açıp onarır, hidrojen sızıntılarını giderir, sargı ve stator uçlarının ön kısımlarını kontrol edip temizlerler.
Jeneratörün rutin onarımları, kural olarak, gerektiğinde, genellikle yılda en az bir kez gerçekleştirilir.
5.2. JENERATÖRÜN SÖKÜLMESİ VE MONTAJI
Parça ve parçaları söküp çıkarmadan önce üzerlerinde ve kabloların bağlantısız uçlarında işaretler olduğundan emin olmalı, yoksa montaj sırasında her şeyin yerine yerleştirilebilmesi için bunları uygulamalısınız. Kablonun terminal panosundaki veya ikaz cihazının içindeki uçları karışmışsa,
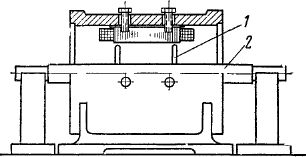
Pirinç. 5.1. Dengelenmiş ağırlık merkezine sahip stator uç kapaklarını çıkarmak için braket:
/ - uç kapağı; 2 - braket; 3 - yeni kaynaklı somunlar; 4 - sınırlayıcı; 5 - daha düşük
Bu durum jeneratör uyarımının arızalanmasına yol açacaktır. Rotor veya uyarıcı armatür üzerindeki parçaların sırasının değiştirilmesi dengesizliğe ve titreşime neden olabilir. Diğer durumlarda parçaların konumunun değiştirilmesi, tek tek parçaların birbirine temas etmesine neden olabilir.
Uç kapakların çıkarılması. İÇİNDE Modern turbojeneratörlerin uç kapaklarında sertleştirici kanatlar ve içe doğru çıkıntı yapan difüzörler bulunur. Kapakların ağırlık merkezi gözlerden jeneratörün iç kısmına kaydırılmıştır. Bu tür kapakları halkalara tutturulmuş bir kablo kullanarak çıkarırken, keskinleştirmek için bastırıldığı anda, eğimli bir konuma sarsılacaklar ve difüzör ile stator sargısının ön kısımlarının yalıtımına zarar vereceklerdir. Sargının hasar görmesini önlemek için fabrika, karşı ağırlık kapağına kumlu silindir şeklinde bir süspansiyon sağlar. TVF-100 tipi jeneratörün kapaklarını çıkarma istasyonlarında, kullanışlı cihaz braket şeklinde (Şekil 5.1). Braket 2, I-kirişten yapılmış, kapağa tutturulmuş / dört cıvata kullanılarak.
Rotorun statordan çıkarılıp tekrar takılması, jeneratörün sökülmesi ve takılması için en kritik işlemdir. Büyük jeneratörlerdeki rotor ağırlığı onlarca tona ulaşır. Rotorun aktif çelikle ve hatta stator sargısının ön kısmı ile hafif teması bile, İle sargı yalıtımında ve aktif çelikte hasar. Bu nedenle, rotoru çıkarırken ve takarken, rotor ile stator arasındaki boşluğun varlığını sürekli olarak izlemek gerekir.
Rotoru çıkarmak için kullanılan kablo, mil muyluları ve diskleri üzerindeki kayan yüzeylere temas etmemelidir.
contalar, fanlar, kayar halkalar, akım kabloları ve rotor bantları için.
Çıkarıldıktan sonra rotor, plastikten yapılmış bir kafes üzerine yerleştirilmelidir. ahşap kirişler veya şaftın çalışmayan kısımlarının veya rotor kovanının altına yerleştirilen kısaltılmış traversler.
Rotoru hasardan korumak ve rotor kavrama alanlarında olası kablo kaymasını azaltmak için
ben-ben
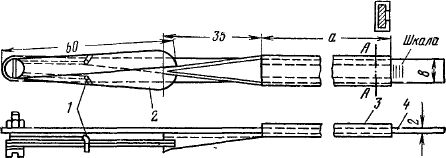
Pirinç. 5.2. Rotor ve stator arasındaki boşluğu ölçmek için kalınlık ölçer:
BEN - bahar; 2 - sürgülü plakalar; 3 - kamalı kaydırıcı; 4 - bant
Kablonun altına karton veya konveyör bant yerleştirilmelidir. Giriş ve çıkışları çıkıntılı yivli takozlara sahip olan doğrudan soğutmalı rotorda, kablonun kavrandığı yerlerde takozların hasar görmesini önlemek için olukların arasına sert ağaç çıtalar yerleştirilir.
Rotoru çıkarmadan önce ve özel bir probla yerleştirdikten sonra (Şekil 5.2), rotor ile stator arasındaki boşluklar her iki tarafta üstte, altta, solda ve sağda ölçülür. Boşluğu ölçerken kalınlık mastarının kayar plakalarının oluk takozlarına dayanmadığından ve stator ve rotor dişlerinin yüzeyinde cila birikmesi olmadığından emin olmak gerekir.
Taban tabana zıt noktalardaki boşluklar, ortalama değerden aşağıdaki oranlardan daha fazla farklılık göstermemelidir: türbojeneratörler için %10 dolaylı soğutma; Doğrudan soğutmalı turbojeneratörler için %5; Üretici tarafından daha küçük boyutlar belirtilmediği sürece hidrojeneratörler için %20. Büyük aralık asimetrisi titreşime ve rotor yüzeyinin ısınmasının artmasına neden olabilir (bkz. § 5.7).
50 MW'lık ve yüksek kapasiteli turbojeneratörler için LPEO "Electrosila" ortak yöntemi kullanılarak rotorun statordan çıkarılması
Bu, Şekil 2'de gösterilen sırayla yapılır. 5.3. Uyarıcıyı ve uç kapakları çıkardıktan sonra, rotor milini uyarıcı tarafından kaldırmak için bir vinç kullanın, milin altına bir destek kirişi takın ve rotoru bunun üzerine indirin. Daha sonra uyarıcı taraftan yatak astarını ve sandalyeyi çıkarın ve tahtalardan veya ahşaptan bir döşeme yapın
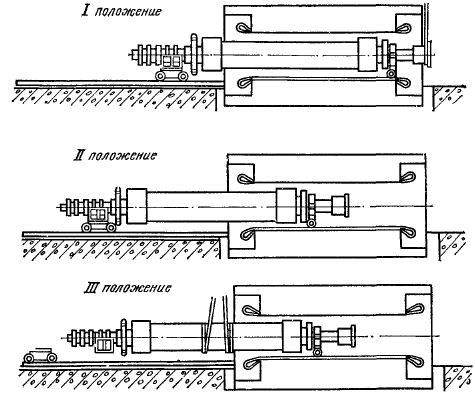
Pirinç. 5.3. İki araba kullanarak rotorun çıkarılması
boyunca çelik kirişlerden veya raylardan yapılmış kılavuzların döşendiği kirişler.
İÇİNDE Üst kısmı hava boşluğu Rotor ile stator arasına 10-12 mm kalınlığında bir çelik sac yerleştirilir, statorun aktif çeliğinin çevresi boyunca bükülür ve daha sonra aşağıya indirilir. alt kısım Rotorun çıkarılması sırasında hareket etmesini önlemek için boşluk bırakın ve bir kabloyla sabitleyin.
Uyarıcı tarafındaki kılavuzlara, üzerine rotor milinin indirildiği ve yarım halkalarla sabitlendiği bir araba monte edilmiştir. Kılavuzların seviyesi, rotor eşmerkezli bir konumda olacak şekilde olmalıdır
statora göre. Daha sonra tek silindirli araba, türbin tarafından rotor miline sabitlenir. Türbin tarafındaki rotor, kaplin yarımından bir vinç ile kaldırılır ve yatak kovanının alt yarısı çıkarılır. Bir vinç veya vinç kullanarak ve vinç köprüsünü uyarıcıya doğru hareket ettirerek, rotorun asılı olduğu kablo jeneratör mahfazasına temas edene kadar rotor statordan dışarı çekilir.
Pirinç. 5.5. Teleskopik rotor mili uzatması
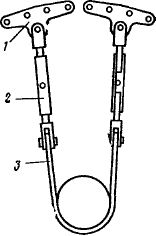
Pirinç. 5.4. Rotor süspansiyon aksesuarları
Rotorun türbin tarafındaki ucu alçaltılır ve ona bağlanan araba, stator deliğine döşenen çelik sacın üzerine yerleştirilir. Rotoru, bir vinç veya vinç kullanarak, uyarıcı tarafındaki şaft tarafından bir vinçle destekleyerek, rotoru, uzunluğunun yarısından fazlası kadar statordan dışarı çekin. Rotor, vincin kancasındaki kablolarla namluya asılır, kaldırma sırasında yatay bir pozisyon elde edilir ve son olarak statordan çıkarılır.
Bazı istasyonlarda, hidrojen soğutmalı jeneratörleri sökerken, büyük bir kiriş yerine, rotoru stator mahfazasına asmak için çelik bir askıdan oluşan basit ve kullanışlı bir cihaz kullanılır (Şekil 5.4). 3, gerdirmeler 2 ve halkalar 1. Pabuçları stator mahfazasına takmak için, uç kapaklarını takmak için delikler ve cıvatalar kullanılır. Gerdirmeler, asılı rotorun statora göre konumunu ayarlamaya yarar. Gözlere ek delikler açarsanız, aynı cihaz aşağıdakiler için kullanılabilir: çeşitli türler jeneratörler.
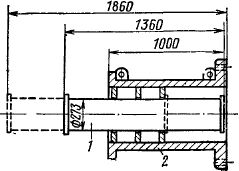
Teleskopik uzatmanın kullanılması (Şekil 5.5), rotorun çıkarılmasını ve takılmasını kolaylaştırır. Fabrika uzatma kablosunda 2 TVF-100 jeneratörünün 1000 mm uzunluğa sahip rotoru, takviye haçı çıkarıldı ve yerine 1360 mm uzunluğunda geri çekilebilir bir boru yerleştirildi. Bu boru uzatıldığında uzatmanın toplam uzunluğu 1860 mm'ye çıkar, bu da rotorun statordan gerekli mesafeye kadar çıkarılmasını sağlar.
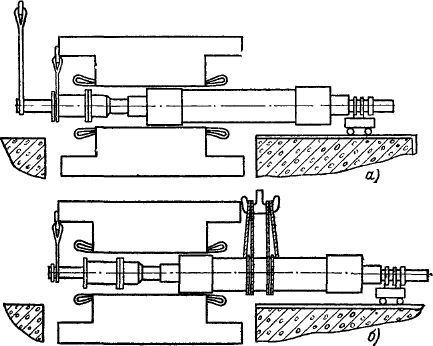
Pirinç. 5.6. Teleskopik bir uzatma kullanarak rotorun çıkarılması
uygulama gerektirmeyen mesafe Çelik saç, statora ve ikinci bojiye sarıldı.
Rotor, belirtilen cihazlar kullanılarak aşağıdaki sırayla çıkarılır: uyarıcı tarafındaki rotor şaftı bir vinç tarafından 5-8 mm kaldırılır ve cihaz kullanılarak jeneratör mahfazasından asılır. Arka yatak taburesi çıkarılır ve rotor, raylar üzerine monte edilmiş bir taşıyıcının üzerine indirilir. Rotor süspansiyon cihazı türbin tarafına taşınır. Türbin tarafındaki rotor şaftı, bir vinç kancasından askılara asılır ve rotor, geri çekilebilir borunun içine sokulduğu rotor uzantısının yerleştirilebileceği kadar statordan dışarı çekilir. Rotor yeniden uzatılır.
Vinci uyarıcıya doğru hareket ettirerek ve aynı zamanda arabanın tekerleklerini levyelerle döndürerek.
Bir vinç kullanarak uzatma kablosunu besleyin ve rotor kaplini yarısına cıvatalayın. Rotor daha sonra 1000 mm uzatılır ve bağlantı elemanına asılır. Uzantıdan dışarı çekin iç tüp. Rotor bu borunun ucundaki vinç kancasına asılır (Şekil 5.6, a) ve statordan 800 mm daha çıkarılır. Bundan sonra rotor namlunun ortasının arkasına asılır (Şekil 5.6, B) ve statordan tamamen çıkarılır. Rotor statora ters sırayla takılır.
Hidrojen soğutmalı jeneratörlerin uç korumalarını takarken, mahfaza ile uç korumalar arasındaki ve bunların yarıları arasındaki konnektörlerde sızıntıların önlenmesi çok önemlidir.
Uç korumaları monte ederken fanlarla aralarındaki boşluklar ölçülmelidir; Boşluklar üreticinin pasaportunda belirtilen sınırlar dahilinde olmalıdır.
5.3. STATOR ONARIMI
Onarım çalışmaları statorun delikten ve arkadan incelenmesiyle başlar. Hafifçe vurarak, ara parçaların havalandırma kanallarına sıkı bir şekilde sabitlenip sabitlenmediğini, oluklardaki takozların gevşek olup olmadığını, baskı parmaklarının güvenli bir şekilde sabitlenip sabitlenmediğini, özellikle aktif çeliğin dış paketleri üzerinde gerekli basıncı oluşturup oluşturmadığını kontrol edin. çiçek kararması veya koyu lekeler şeklinde çeliğin yerel ısınmasının izleri olsun, dişler bölünmüştür.
Oluklardaki takozlarda gevşeklik varsa stator oluklarının yeniden temizlenmesi gerekir.
Çeliğin kompaktlığı bir bıçakla kontrol edilir: sıkıca bastırıldığında bıçak, bastırıldığında tabakaların arasına sığmamalıdır. Kompaktta yerel zayıflama, ısınma izleri, aktif çelikte taze ezikler veya çentikler tespit edilirse olağanüstü bir ısıtma testi yapılmalıdır.
Sargı izolasyonu kontrol edilir. Aynı zamanda havalandırma kanallarında ve çubukların oluktan çıktığı yerlerde çubukların izolasyonunda çatlak veya kabarma olup olmadığı, kafaların yalıtımında aşırı ısınma belirtisi olup olmadığı, herhangi bir ısınma belirtisi olup olmadığı kontrol edilir. ön parçaların yalıtımında herhangi bir mekanik hasar olup olmadığı ve sarıma yağ gelip gelmediği. Bağlantıların gevşek olup olmadığını ve ön kısımlarda herhangi bir sarkma olup olmadığını kontrol edin.
Statorda toz, kir veya yağ varsa temizlenir ve silinir. Rotor çıkarılmamışsa, yalnızca ön kısımlar, statorun arkası ve rotor ile stator arasındaki hava boşluğu incelenir.
Ön parçaların zayıf bağlantıları conta eklenerek veya değiştirilerek, cıvatalar sıkılarak ve ip bantları değiştirilerek güçlendirilmelidir.
Sargıya bulaşan kir, tahta veya diğer metalik olmayan spatulalarla ve benzine batırılmış bezlerle yağ çıkarılır. Yağdan, kirden temizlendikten sonra veya vernik kaplamanın durumu yetersizse, sarım bir püskürtme tabancası kullanılarak GF-92ХС emaye ile kaplanır.
Aktif çelik içinden geçen bağlantı cıvataları varsa bunların yalıtım dirençleri 1000 V megohmmetre ile ölçülür.Tespit edilen yalıtım hasarlarının onarılması gerekir.
Hidrojen soğutmalı jeneratörlerde stator terminal flanşlarının terminal plakasına bağlantıları ve çubuklarındaki sızdırmazlık somunlarının bağlantıları kontrol edilir.
Gaz soğutucularının su odaları ve tüpleri kir ve birikintilerden arındırılır. Tüplerin içindeki organik birikintiler temizleme çubukları ve fırçalarla uzaklaştırılır, ardından 0,3-0,5 MPa basınçta basınçlı hava veya ıslak buhar üflenir. Tüplerde sertleşen inorganik birikintiler, %2-3'lük hidroklorik asit çözeltisiyle yıkanıp ardından su ile yıkanarak giderilir.
Boruların dış kanatlı yüzeylerinde biriken yağ ve kirler yıkanarak uzaklaştırılır. sıcak su veya ıslak buhar.
Hidrojenin muhafaza ile soğutucu arasındaki boşluktan kaçmasını önleyen kauçuk contalar, en azından sığ çatlaklara sahipse veya elastikiyetini kaybetmişse yenileriyle değiştirilmelidir.
Gaz soğutucuları, nominal değerin iki katına eşit ancak hava soğutması için 0,3 MPa'dan ve hidrojen soğutması için 0,5 MPa'dan düşük olmayan su basıncıyla test edilir. 10 dakika süren test sırasında gaz soğutucudaki su basıncında azalma ve sızıntı olmamalıdır. Sızıntı yapan tüplerin her iki ucu da metal tapalarla tıkanmıştır. Her soğutucuda fabrika talimatlarına uygun olarak boruların %5-15'inden fazlası tıkanamaz.
Su soğutmalı jeneratörler için, sargılar, toplayıcılar ve bağlantı hortumları ile birlikte, önce 0,3 MPa aşırı basınçta hava ile basınç testi yapılarak ve ardından 1,0 MPa basınçta su ile basınç testi yapılarak sızıntılara karşı kontrol edilir.
Statoru onarırken, direnç termometrelerinin açık devrelerini, yalıtımlarının durumunu, sensörlerin ve iletkenlerin sabitleme güvenilirliğini kontrol edin ve sıkın cıvatalı bağlantılar terminal panosunda. Jeneratör dışındaki devreler ve sıcaklık ölçüm cihazları kontrol edilir. Çubukların çıkarılmasını gerektirmeyen tüm kusurlar giderilmelidir.
5.4. ROTOR TAMİR
Çıkarılan rotoru incelerken oluklardaki takozların zayıflayıp zayıflamadığını, rotor bandajlarının burunlarında ve geri kalan yüzeyinde, oluklardaki dış takozlarda ve rotor yüzeyinde yanık veya kararmış renk olup olmadığını kontrol edin. Yerel aşırı ısınmayı ve rotor üzerinde pas kaplaması olup olmadığını gösteren dişler. Koltuklar Rotor bantları veya oluk takozları hareket etmiş olsun, gevşek bir bağlantı ve temas korozyonunun varlığını gösteren bandaj ve merkezleme halkaları.
Bantlama ve merkezleme halkalarının yüzeyi ve rotor mili kesitinin değiştiği yerler parlak bir şekilde temizlenir, büyüteçle incelenir ve çatlakların tespiti için renk kusuru tespiti ile kontrol edilir. Fanların sabitlenip sabitlenmediği kontrol edilir. Havalandırma kanatlarındaki çatlaklar çekiçle hafif darbelerle tespit edilebilir. Çatlaklı bıçaklar tıkırtı sesi çıkarır.
Kazı derinliği ve kayma halkalarının “kırılması” ölçülür. Yalıtımın çıkıntılı kenarlarının halkaların altına sabitlenmesinin ve akım kablolarının yalıtımının güvenilirliği kontrol edilir. Yalıtım tozdan arındırılır ve verniklenir.
Mil üzerindeki muyluların ve conta disklerinin durumu kontrol edilir. Rotorun dişlerinde, bandajında ve merkezleme halkalarında çatlak, yanık, kararma veya temas korozyonu izleri varsa, daha kapsamlı bir inceleme ve onarım için bandajların çıkarılması gerekir.
Onarımdan önce, halkalardaki aşınma nedeniyle fırçalarda titreşim ve kıvılcım gözlendiyse ve ayrıca rotor bir döndürme cihazıyla döndürüldüğünde hemen önce yapılması gereken ölçüm varsa
Jeneratör onarım için çıkarıldığında halkalarda 0,1 mm'ye eşit bir "kırılma" tespit edilecek, ardından halkaların işlenip topraklanması gerekir.
Rotor, türbin döndürme cihazı tarafından döndürüldüğünde, şaft üzerindeki halkaların ve conta disklerinin yiv açılması, türbin ünitesinin onarımlar için hizmet dışı kalma süresini artırır. Onarım süresini azaltmak için, halkaların ve disklerin şaft üzerindeki oluğu, bağlantısı kesilmiş bir parça üzerinde gerçekleştirilir.
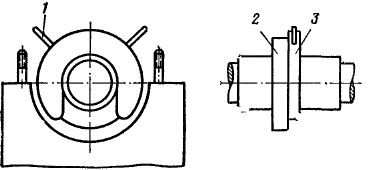
Pirinç. 5.7. Bir şaft üzerindeki diski işlemek için alıştırma:
/ - diski döndürme kolu; 2 - disk; 3 - alıştırma
Rotor mobil bir cihaz kullanarak kendi yataklarında döndüğünde türbin jeneratöründen gelen güç.
Halkaları veya diskleri işlemek için, enine ve boyuna harekete sahip bir döndürme tezgahından bir destek monte edilir. Halkaların işlenmesi bir kesiciyle veya bir desteğe monte edilmiş dönen bir aşındırıcı çarkla yapılabilir.
Halkaların taşlanması, rotor türbinden 500-700 rpm dönme hızında döndüğünde gerçekleştirilir.
Tetiklendiklerinde ve yiv açıldıkça kayma halkalarının çapının azaltılması nedeniyle çaplarının azaltılması mekanik dayanımÜretici tarafından belirtilen değere kadar izin verilir.
Mil üzerindeki conta disklerinin yiv açılması, yüzeylerinde derin oluklar ve düzensizlikler olduğunda gerçekleştirilir. Çoğu zaman bu ihtiyaç, astarlar eridikten sonra ortaya çıkar. Koniklik için bir oluk da gereklidir çalışma yüzeyi 0,05-0,07 mm'yi aşan diskler.
Nispeten sığ oluklara ve düzensizliklere veya hafifliğe sahip disklerin çalışma yüzeylerinin işlenmesi
Son konikliğin, bor karbür ile gazyağı veya zımpara tozu karışımı ve son aşamada - GOI macunu kullanılarak bir dökme demir kelepçe (Şekil 5.7) kullanılarak üretilmesi tavsiye edilir. Rotor, işleme sırasında bir şaft döndürme cihazı tarafından döndürülür.
Hidrojen soğutmalı jeneratörlerin rotorlarının gaz sızdırmazlığı kontrol edilir. Bunu yapmak için, kalıcı bir tapa yerine, rotorun merkezi deliğine, rotora suyun sağlandığı halkaların yan tarafındaki, branşman borulu ve gaz sızdırmaz bir valfe sahip geçici bir tapa yerleştirilir. sıkıştırılmış hava basıncı jeneratördeki çalışma basıncından 0,05-0,1 MPa daha yüksek olan freon ile karıştırılır. Daha sonra GTI-3 sızıntı dedektörü kullanarak türbin tarafındaki şaftın ucundaki tapadan, akım taşıyan cıvata deliklerinden vb. herhangi bir sızıntı olmadığına ikna edilirler.
Rotorun gaz sızdırmazlığı, 6 saat içinde basınç düşüşünün başlangıçtakinin %10'unu aşmaması durumunda tatmin edici kabul edilir.
Kendinden havalandırmalı sargıların doğrudan hidrojenle soğutulduğu rotorlarda, tozdan temizlendikten sonra havalandırma kanallarının hava akışını kontrol edin. Bu kontrolün önemi, hiçbirinin elektrik testleri ne de jeneratör paneli cihazlarının okumalarına göre kanalların havalandırmasının ihlal edildiğini tespit etmek neredeyse imkansızdır. Bu arada, kanalların havalandırmasının ihlali, yerel aşırı ısınmaya ve bakır sargının zarar görmesine neden olabilir.
5.5. YAĞ KEÇE ONARIMI
Jeneratörü onarım için durdurmadan önce, destek yataklarından boşaltılan yağda hidrojen bulunmadığını, contalara giren yağa göre babbitt sıcaklığının fazla olduğunu (15-20 ° C'den yüksek olmamalıdır), hidrojene doğru toplam yağ akışı (jeneratörün tipine bağlı olarak 3-5 l/dk'dan yüksek olmamalıdır), jeneratör muhafazasında yağ bulunmaması ve gömleklerin hareket kabiliyetinin düşük olduğuna dair işaretler.
Jeneratör mahfazasına yağ girmesi aşağıdaki nedenlerden dolayı mümkündür: astar sıkıştığında contalardan hidrojene doğru yağ drenajının artması nedeniyle; yağın astarı baskı diskinden bastırdığı contalardaki yağ ve hidrojen basınçları arasındaki kabul edilemeyecek kadar yüksek fark nedeniyle; arasındaki farkların artması nedeniyle
yağ tutucular ve şaft; salmastra yuvası ile yağ tutucular arasındaki veya yağ tutucuların yarıları arasındaki konnektörlerdeki sızıntılar nedeniyle; Yağın conta haznesine akması gereken yağ tutuculardaki deliklerin tıkanması nedeniyle.
Babitt sıcaklığındaki kabul edilemez bir artış, çoğu zaman astarın çalışma yüzeyindeki uygunsuz kazıma, aşınma veya hasarın, rotor mili üzerindeki diskin yetersiz durumunun, astar ve astar arasındaki boşluğa küçük kaynak boncuklarının girmesinin sonucudur. yağ içeren disk, astar işlendikten sonra çıkarılmayan küçük talaşlar, pas ve sertleştirilmiş vernik parçacıkları.
Gömleklerin düşük hareketliliği, babbitt sıcaklığındaki keskin dalgalanmalar ve hidrojene doğru yağ akışı ve bazen yataklardan fan şeklinde yağ salınımına neden olan hidrojenin destek yatak yuvalarına yayılmasıyla tespit edilir. Bu kusur, gövde ile astar arasındaki küçük bir boşluktan, conta gövdelerinin çalışma yüzeyinin ve astarların merkezleme şeritlerinin yetersiz taşlanmasından kaynaklanabilir.
Contalara yağ sağlayan yağ hatlarını değiştirdikten sonra iyice temizlemek ve contaları atlayarak 6-8 saat boyunca geçici bir jumper üzerinden yağ pompalamak çok önemlidir.Yağ beslemesi periyodik olarak durdurulmalı ve daha sonra yeniden başlatılmalıdır. itmek.
Contaların montajından sonra, astarların hareketliliği ve çift akışlı contaların odacıklarının özerkliği kontrol edilir. Bu durumda, gömlekler bastırılırken contalar yağla yıkanır.
Jeneratörü çalıştırmadan önce jeneratör basınç testinden geçirilir ve hava tarafındaki contaların drenaj haznelerinde freon olup olmadığı kontrol edilir.
5.6. ÇIKIŞ ONARIM
Uyarıcıyı onarırken, kural olarak, yüzeyindeki "kırılma" 0,05 mm'yi aşarsa ve ayrıca tüm çevre boyunca eşit olmasına rağmen derin (0,2-0,3 mm'den fazla) oluşmuşsa toplayıcı işlenmelidir. halka çalışmaları. Daha küçük dairesel düzgün çalışma derinliği ile, armatür eksenel yönde hareket ederken fırçaların altında kıvılcım çıkmasını önlemek için düzensizliklerin taşlama yoluyla giderilmesi tavsiye edilir.
Kolektörün "kırılması", jeneratör rotoru ve uyarıcı armatür bir döndürme cihazı tarafından döndürüldüğünde bir kadranlı gösterge ile ölçülür.
Uyarıcı manifoldunda iki yatakla yiv açılması genellikle bir torna tezgahında yapılır.
Komütatörün sürekli taşlanması zımpara kağıdı blok olmadan plakaların kenarlarının oluşmasına neden olur
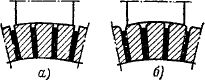
Pirinç. 5.8. Kolektör plakalarının yüzeyinin durumu;
A- uygun taşlamadan sonra; B- yanlış olandan sonra
Pirinç. 5.9. Doğru konum komütatördeki fırçalar
“çöker” ve fırçalar plakalara yalnızca orta kısımda temas eder (Şek. 5.8). İyi kurulmuş bir uyarıcı için bu, büyük önem taşıyan. Koleksiyoncuda ise
Pirinç. 5.10. Direklerin altındaki boşlukları kontrol etmek için kontrol mili:
1 - dişli pim; 2 - kontrol mili
Kıvılcım gözlenirse veya değiştirme ayarı yapılacaksa, plakaların kenarlarının "çökmesi" kıvılcımın giderilmesini zorlaştıracak veya yanlış ayarlamaya yol açacaktır. Plakaların kenarlarının "çökmesini" azaltmak için, komütatörün yüzeyine ayarlanmış ahşap bir blok veya bakalit bazında özel bir aşındırıcı taş kullanarak komütatörün zımpara kağıdı ile taşlanması tavsiye edilir.
Uyarıcıyı tamir ederken, kolektör plakaları arasındaki mikanitin derinden seçilmesi (eklenmesi) gerekir.
kutu 1,5-2 mm. Kanal açma işlemi yapılıyorsa, kanal açmadan önce toplayıcının yükseltilmesi tavsiye edilir.
Komütatör yüzeyinde düzgün bir cila tabakası ve düzgün bir aşınma sağlamak için fırçalar, Şekil 1'de gösterildiği gibi komütatörün üzerine yerleştirilir. 5.9. Bir polaritedeki fırçayı diğer polaritedeki fırça takip etmelidir. Önceki çifte göre ikinci fırça çifti, komütatör generatrisi boyunca bir miktar kayma ile yerleştirilir, böylece cila ve aşınma aynı zamanda birinci çiftin fırçaları arasındaki boşlukları da kaplar.
Uyarıcı kıvılcım çıkarmadan çalışıyorsa, o zaman tamir ederken, bir şekilde asimetrik olsalar bile, direklerin altındaki hava boşluklarını sökmeden önce olduğu gibi tutmaya çalışılmalıdır. Fabrikada, direklerin altındaki boşlukların, istasyonda bulunması yararlı olan kontrol mili (Şekil 5.10) kullanılarak kontrol edildiği dikkate alınmalıdır. Onarımlar sırasında genellikle direkler ile armatür arasında doğrudan ölçülür. Armatür ve direk yüzeyinde düzgünsüzlük veya vernik sarkması olması ölçüm sonucunu bozabilir. Ek olarak, manyetik sistemin simetrisini sağlamak için boşluklardaki bazı eşitsizliklere fabrikada özel olarak izin verilmiş olması da mümkündür.
Manyetik sistemin simetrisi hayati önem uyarıcının kıvılcımsız çalışması için. Her ana ve ek kutbun sargılarının direnci ölçülerek kontrol edilir. alternatif akım veya aynı akımda kutup sargıları arasındaki voltaj düşüşünü ölçerek. Uyarıcı sargısına 220 V, ek sargıya ise 20-30 V'luk bir voltaj düzgün bir şekilde uygulanır.Gerilim düşüşündeki fark% 1-1,5'i geçmezse manyetik sistem simetriktir.
5.7. ELEKTRİK MAKİNELERİNİN TİTREŞİMİ VE GİDERİLMESİ
Titreşim elektrikli makineler rotorların mekanik dengesizliği nedeniyle meydana gelebilir; elektromanyetik kuvvetlerin asimetrisi; türbin ve jeneratör şaftlarının yanlış hizalanması veya termal deformasyonlar nedeniyle ihlali, ayrıca temelin oturması, jeneratör ile türbin arasındaki bağlantı parçalarının yanlış montajı veya aşınması; aşınma veya uygunsuz kazıma
rulmanlar, temel levhasının kaynağındaki çatlaklar vb.
Rotor termal olarak kararsız olduğunda da titreşim ortaya çıkabilir. Sargıların termal deformasyonu nedeniyle kısa devreler veya soğutma gazının düzensiz akışı havalandırma kanalları Rotor namlusunun çevresi etrafında eşit olmayan bir şekilde ısınması meydana gelir, bu da rotorun elastik sapma hattında bir değişikliğe ve dengesinin ihlaline yol açar. Örneğin, 8000 mm uzunluğa sahip bir rotor için, namlunun karşıt cinsleri üzerindeki yalnızca 2 ° C'lik sıcaklık farkı, rotorun 0,17 mm sapmasına neden olur.
Büyük iki kutuplu jeneratörler için, stator mahfaza tasarımı yeterince sağlam değilse, şebeke frekansının iki katına eşit bir frekansta stator titreşimi meydana gelebilir. Karakteristik bir özellik Bu titreşim, rotora uyarım uygulandığında ortaya çıkan bir titreşimdir.
Güçlü turbojeneratörlerde, kayma halkalarının ve üzerine yerleştirildikleri rotorun konsol uçlarının boyutları arttırılır, bu da genellikle rotorun konsol ucunun ilave sapması nedeniyle kayma halkalarının önemli ölçüde titreşmesine neden olur. Hidrojeneratörlerde, belirli çalışma koşulları altında, türbindeki kavitasyon olgusunun etkisi altında titreşim meydana gelebilir.
Makine rotorlarının yüksek dönüş hızlarında, hafif bir dengesizlik bile önemli ölçüde dengesiz merkezkaç kuvvetine neden olarak rotor ve yataklar üzerinde zararlı yükler oluşturarak bunların titremesine neden olur. Kütlenin dengesizliğinden kaynaklanan merkezkaç kuvveti N, aşağıdaki ifadeden belirlenir:
burada Q dengesiz kütledir, kg; G- dengesiz kütlenin dönme ekseninden mesafesi, mm; P- dönüş hızı, rpm.
Örneğin 500 mm yarıçapta ve i = 3000 rpm'de 1 kg'lık dengesizlik ile merkezkaç kuvveti 50.000 N'ye eşit olacaktır.
Önceden dengelenmiş bir jeneratör rotorunda dengesizlik, bantlama veya merkezleme halkalarının uyumu gevşediğinde, gevşek sarım baskısından dolayı meydana gelebilir. Mekanik dengesizlik durumunda
Rotor titreşim titreşimi zaten XX makinede ortaya çıkıyor ve yükteki değişikliklere çok az bağlı.
Makinenin titreşimine neden olan elektromanyetik kuvvetlerin asimetrisi, düzensiz hava boşluğunun veya rotor sargısında dönüş kısa devresinin ortaya çıkmasının bir sonucu olarak ortaya çıkabilir.
Bir dönüş devresi sırasında, iki kutuplu bir makinenin her iki kutbunun manyetik akıları birbirine eşit kalır.
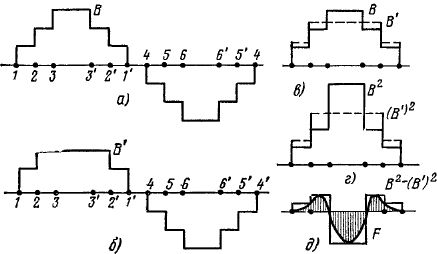
Pirinç. 5.11. Hava boşluğundaki indüksiyon dağılımı:
A- rotorda hasar yoksa; b - bir dönüş devresiyle; V- indüksiyon dağılımının karşılaştırılması (dönüş devresi ile - noktalı çizgi), G - indüksiyonun karelerinin karşılaştırılması; D- rotora etki eden sonuçta ortaya çıkan kuvvetler
gu, ancak manyetik indüksiyonun dağılımı rotorun enine eksenine göre asimetrik hale gelecektir. İncirde. Şekil 5.11, sargısı geleneksel olarak yalnızca altı sarımdan oluşan iki kutuplu bir rotorun boşluğundaki endüksiyon dağılımını göstermektedir. Dönüş kapandığında 3 -3" Boşluktaki indüksiyon dağılımı Şekil 2'de gösterildiği gibi değişecektir. 5.11.6. Bu durumda her iki kutuptan da aynı manyetik akı geçtiği için her iki kutup altında indüksiyon eğrisinin sınırladığı alanlar birbirine eşit kalacaktır (Şekil 5.11b). Bununla birlikte, indüksiyon karelerinin alanları artık eşit olmayacaktır (Şekil 5.11,d), bunun sonucunda kutupların statora olan indüksiyonun karesi ile orantılı çekim eşitliği ihlal edilir (Şekil 5.11,d). 5.11,5). Dengesiz kuvvet rotorla birlikte hareket edecek ve dengesizlik durumunda meydana gelenlere benzer titreşimlere neden olacaktır.
dengeli kütleler Kısa devre olan dönüşler direğin ortasına ne kadar yakınsa, direğe etki eden tek taraflı bileşke kuvvet o kadar büyük olur ve bunun neden olduğu titreşimler de o kadar büyük olur.
Dönüş kısa devresinin veya aralık eşitsizliğinin neden olduğu manyetik akı asimetrisinden dolayı titreşimin ortaya çıktığının işaretlerinden biri, bunun uyarma akımına bağımlılığıdır. Uyarma ortadan kaldırıldığında titreşim tamamen ortadan kalkar.
Senkron turbojeneratörlerin titreşim kontrolü. kompansatörler ve elektrik motorları, yatak başlıkları üzerindeki genliğinin üç yönde ölçülmesiyle gerçekleştirilir: dikey, yatay-enine ve yatay-eksenel. Makinenin durumu, en elverişsiz çalışma koşulları altında herhangi bir yatağın titreşimiyle değerlendirilir.
Turbojeneratörlerin ve bunlara bağlı uyarıcıların yataklarının titreşimi aşağıdakileri aşmamalıdır:
Nominal dönüş hızı, rpm.....1500 3000
Çift titreşim genliği, µm...... 50 30
Her onarımdan önce ve sonra rotorun çıkarılmasıyla ölçülen, turbojeneratörlerin kayma halkalarının titreşimi 200 mikronu geçmemelidir.
Nominal dönüş hızı 750-1000 rpm olan senkron kompansatörlerin yataklarının titreşimi 80 mikronu geçmemelidir.
Hidrojeneratörlerde, üst ve alt çapraz parçaların titreşim genlikleri üç yönde ölçülür: dikey, yatay "aşağı akış - yukarı akış" ve yatay "binanın başlangıcı - binanın sonu".
İçlerinde yerleşik kılavuz yatakları bulunan dikey hidrolik jeneratörlerin çapraz parçalarının ve yatay hidrolik jeneratörlerin yataklarının titreşimi aşağıdakileri aşmamalıdır:
Nominal dönüş hızı,
rpm.......100'e kadar 187,5'e kadar 375'e kadar 750'ye kadar
Çift titreşim genliği, mm 0,18 0,15 0,10 0,07
Titreşim genliği ölçümleri kurulumdan sonra, büyük onarımlardan önce ve sonra, periyodik olarak her 3 ayda bir ve ayrıca titreşimde gözle görülür bir artış olduğunda gerçekleştirilir.
Titreşimi ortadan kaldırmak için öncelikle sebebini, yani rahatsız edici kuvvetlerin kaynağını bulmak gerekir. Bu amaçla titreşimlerde gözle görülür bir artışla birlikte titreşimler üretilir.
özel bir programa göre titreşim çalışmaları. Ölçümler titreşimin kütle dengesizliğinden kaynaklandığını gösteriyorsa, rotor dengelenir ve bu sırada dengeleme için gereken yükün kütlesi ve rotora bağlanma yeri belirlenir. Jeneratör rotorlarının dengelenmesi, deneyimli dengeleme uzmanlarına emanet edilen özel bir işlemdir.
5.8. KURUTMA JENERATÖRLERİ
VE SENKRON KOMPANSATÖRLER
Kurulum ve büyük onarımlardan sonra, jeneratörler ve senkron kompansatörler, kural olarak, stator sargılarının bileşik ve özellikle termoset izolasyonu nemlendirildiği için kurumadan çalıştırılır. normal koşullar herhangi bir kurulum veya onarım gerçekleşmez. Bu durumda yalıtımın sadece yüzeysel ıslanması meydana gelebilir ve direnci azalacaktır ancak makine çalıştırıldığında kurumadan eski haline dönecektir.
Aşağıdaki koşullar yerine getirildiğinde, stator sargılarının hava veya hidrojen soğutmalı jeneratörleri ve senkron kompansatörleri kurutmadan çalıştırılır:
a) 75 °C sıcaklıkta 5 MW veya daha fazla güce sahip makineler için izolasyon direncinin mutlak değeri daha az olmamalıdır.
1000+0,01S HOM"
Nerede ve hayır.- nominal hat voltajı, V; S H0M- nominal güç, kVA.
Ölçümün yapıldığı gerçek sıcaklık için (en az 10°C olmalıdır), en küçük değer direnç, formülle elde edilen değerin katsayı ile çarpılmasıyla belirlenir. Kt".
Sıcaklık, °C, 75 70 60 50 40 30 20 10 Katsayı/St. 1,0 1,2 1,7 2,4 3,4 4,7 6,7 9,4
b) emme katsayısının değeri /?bo"/# - 10-30 ° C sıcaklıkta 1,3'ten düşük olmamalıdır;
c) doğrusal olmama katsayısının değeri Ki, kaçak akımın test voltajına bağımlılığı ile belirlenen değer 3'ten fazla olmamalıdır.
TGV-300 turbojeneratörler kurumadan bir katsayıda açılabilir ki“a” ve “b” koşullarının sağlanması durumunda 3'ten büyük,
Hava veya hidrojenle soğutulan elektrikli makinelerin rotorları, 10-30 ° C sıcaklıkta sargıların yalıtım direnci en az ise: jeneratörler ve senkron kompansatörler için 0,5 MOhm ve elektrik motorları için 0,2 MOhm ise kurumaya maruz kalmaz.
Gücü 300 MW'ı aşmayan, çıkıntısız kutuplu rotorlu, gaz soğutmalı ve 75 °C sıcaklıkta en az 2 kOhm veya 20 kOhm sıcaklıkta 20 kOhm yalıtım direncine sahip senkron makinelerin devreye alınmasına izin verilir. 20°C. Daha yüksek güçte, rotor sargısının izolasyon direncinin daha düşük olmasıyla makinenin çalıştırılması
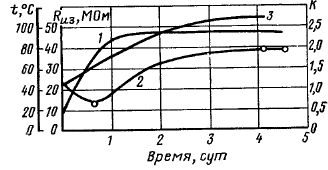
Pirinç. 5.13. Jeneratör kurutma programı:
i - sıcaklık, °C; 2 - yalıtım direnci, MOhm; 3 - emilim katsayısı
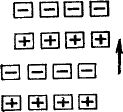
Pirinç. 5.12. Jeneratör çelik kaybı yöntemini kullanarak bir jeneratörü kurutma şeması
10-30 °C'de 0,5 MOhm'a yalnızca üreticiyle anlaşma sağlanarak izin verilir.
Suyla soğutulan elektrikli makinelerin rotorları, SSCB Enerji Bakanlığı ile mutabakata varılan üretici talimatlarında belirtilen şartlara uygun olarak kurutulmadan çalıştırılır.
Gerekirse stator sargısının kurutulması aşağıdaki yöntemlerden biri kullanılarak gerçekleştirilir: statorun aktif çeliğinde kayıplar; sargının doğru akımla ısıtılması; üç fazlı modda kısa devre(hidrojeneratörler için); üfleyiciler.
Büyük makinelerin stator sargısının kurulum ve onarımdan sonra kurutulması çoğunlukla aktif çelikteki veya doğru akımdaki kayıplarla gerçekleştirilir. Üç fazlı kısa devre yöntemi açık
Dönen bir makinede esas olarak yalıtımın çok ıslak olmadığı çalışma koşullarında kullanılır. Jeneratörlerin havalandırma kayıpları nedeniyle kurutulması yasaktır. Ancak izolasyondaki yüzey nemini ortadan kaldırmak için sargının bu yöntemle 2-3 saat ısıtılması oldukça kabul edilebilir.
Çelikteki kayıplarla kurutmak için, Şekil 2'de gösterildiği gibi statorun üzerine bir mıknatıslama sargısı yerleştirilir. 5.12. Bu sargıya voltaj uygulandığında, mıknatıslanmanın ters çevrilmesi ve girdap akımları nedeniyle aktif çeliğin ısınmasına neden olan bir manyetik akı oluşturulur.
Kurutma genellikle rotor çıkarıldığında yapılır, çünkü rotor takılıyken sargının döşenmesi zordur. Ek olarak, fabrika talimatlarına göre artık sapmayı önlemek için rotorun her 20-30 dakikada bir 180° döndürülmesi gerekir, bu da kurutmayı büyük ölçüde zorlaştırır.
Doğru akımla çalıştırıldığında stator ve rotor sargılarının bakır kaybının kurutulması, hem demonte hem de tamamen monte edilmiş bir makinede gerçekleştirilebilir. Kurutma için geçerli değer (0,4-0,6) / NO m'dir.
Güç kaynağı bir yedek uyarıcı olabilir ve stator sargısı için ayrıca güçlü transformatörleri ısıtmak ve elde edilmesini sağlamak için kullanılan KVTM-280/0.5 tipi bir doğrultucu olabilir. DC 155 V voltajda 1800 A'ya kadar.
Üç fazlı kısa devrenin akımla kurutulması, stator sargısındaki akımdan kaynaklanan aktif kayıplar, rotor sargısındaki uyarma akımı ve havalandırma kayıpları nedeniyle nominal hızda dönen bir makinede gerçekleştirilir. Jeneratör sargılarının sıcaklığı, sargıdaki akım veya hava soğutucularındaki su akışı değiştirilerek ayarlanmalıdır. Sargıların herhangi bir akımla kurutulması sırasındaki sıcaklık artış hızı 5°C/saat'i geçmemelidir.
Arabaları yöntemlerden herhangi birini kullanarak kuruturken, asbest veya branda ile yalıtılmalıdır.
Kurutma sırasında izin verilen maksimum sıcaklık aşılmamalıdır:
B sınıfı yalıtımlı stator sargıları için 90-95 °C;
yalıtım sınıfı B 120 °C, sınıf BC 130 °C olan fırınlanmış rotor sargıları için;
B sınıfı yalıtımlı işlenmemiş rotor sargıları için ve A sınıfı yalıtımlı sargılar için 100 °C.
Rotor sargısının izin verilen sıcaklıkları şu durumlarda verilir:
bunları sarma direnciyle ölçerek. Termometre veya termokupllarla ölçüldüğünde bu sıcaklığın fırınlanmış sargılar için 110°C'yi, pişmemiş sargılar için 90°C'yi ve A sınıfı yalıtımlı sargılar için 90°C'yi aşmaması gerekir.
Kurutma sürecini izlemek için yalıtım direnci 1-2 saat sonra ölçülür. Ar-Ge 60 saniye sonra geri sayım ile. Büyük makineler için emme katsayısı günde 1-2 kez belirlenir. İLE. Elde edilen verilere dayanarak, kurutmanın başlangıcından itibaren zamana karşı izolasyon direnci ve emme katsayısına bağlı olarak eğriler çizilir (Şekil 5.13).İzolasyonun buharlanmasıyla, sargıların kurumanın başlangıcındaki izolasyon direnci azalır ve daha sonra kurutma sınır değere yükseldikçe ve orada kalır. Yalıtım direnci ve emme katsayısı artırıldıktan sonra sabit bir sıcaklıkta 3-5 saat boyunca değişmeden kaldığında sargının kurumasının tamamlandığı kabul edilir.
Kurutma alanında yangın söndürme ekipmanı bulunmalıdır. Makinenin etrafındaki alanın tamamı döküntülerden, yanıcı malzemelerden ve büyük nesnelerden arındırılmalıdır.
Soruları gözden geçirin
1. Sermayenin hangi zaman diliminde ve hangi hacimde olduğu ve mevcut onarımlar jeneratörler ve senkron kompansatörler? İlk orta onarım neden makine devreye alındıktan bir yıl sonra yapılıyor?
2. Rotorun çıkarılması ve takılması da dahil olmak üzere jeneratörün sökülmesi ve takılması prosedürü.
3. Stator muayenesinde nelere dikkat ediyorsunuz? Hangi kontroller yapılıyor?
4. Rotor tamirinde nelere dikkat ediyorsunuz ve hangi kontroller yapılıyor?
5. Elektrik makinelerinin titreşim nedenleri.
6. Jeneratörlerin kurutmadan çalıştırılma koşulları.
7. Jeneratör sargılarını kurutma yöntemleri. Hangi yangın güvenliği önlemlerine uyulmalıdır? Kurutmanın tamamlandığı hangi göstergelerle belirlenir?
Jeneratörlerin Moskova'daki atölyelerimizde onarılması, aracınızın performansının yeniden sağlanmasında karlı bir çözüm olacaktır. Sadece onarım değil, aynı zamanda ek jeneratör bakım hizmetleri de sunuyoruz.
Tam hizmet yelpazesi:
- jeneratör tamiri yolcu arabaları, kamyonlar, özel ekipmanlar ve tekneler
- büyük bir revizyondan geçmiş (tam revizyon) restore edilmiş bir araçla değiştirme
- yedek parça satışı (önde gelen küresel üreticilerden orijinal ve analoglar)
- yeni ve kullanılmış jeneratör satışı
- yenilenmiş birimlerin satışı (değiştirmeyle karıştırılmamalıdır)
- arabaya jeneratör takılması, değiştirilmesi
- ayarlama ek önlemler jeneratörü çevresel faktörlerden korumak
ÜCRETSİZ jeneratör arıza teşhisi!
Jeneratör, teşhis edilmesi zor bir cihazdır. yaşam koşulları. Arızayı belirlemek için profesyonel bir teşhis standına ihtiyacınız vardır. İlk olarak, bu, arızanın belirlenmesinde ve dolayısıyla onarımın kendisinde önemli ölçüde zaman tasarrufu sağlayacaktır.
Jeneratörlerin onarımını gerektiren popüler arızalar şunları içerir: voltaj regülatör rölesinin arızası, diyot köprüsü(doğrultucu). Destek yatakları özellikle sıklıkla arızalanır. Bunun nedeni dönüş sırasındaki sabit yüktür, bu da aşınma derecesinin arttığı anlamına gelir. Bu durumda yataklar çalışma sırasında ek yağlama almaz. Tüm bu faktörler destek yataklarının aşınmasına neden olur. Çoğu zaman jeneratörün bu nedenle onarılması gerekir. Jeneratörün kurulum yerinden önce bir ıslık, bir uğultu ve ardından titreşimli bir çatırtı sesi çıkıyor. Tüm sorunlar tedavi edilebilir. Sağ ile profesyonel yaklaşım bu üniteyi onararak yalnızca öncekini elde etmekle kalmazsınız Kaliteli iş ancak yenisiyle değiştirmeye kıyasla önemli miktarda para tasarrufu sağlayacaksınız.
Atölyelerimizin konumu (aynı telefon numarası)
Aviamotornaya st. 65 (SEAD Lefortovo) Moskova, Nosovikhinskoe karayolu
Konumu size en uygun olan atölyelerimizden birini seçip onarımlarınızı orada gerçekleştirebilirsiniz. Rezervasyon hizmetleri için tek bir irtibat telefon numarası bulunmaktadır.
Acilen iş yapmanız gerekiyorsa, operatörümüzü aradıktan hemen sonra yola çıkabileceğiniz, o anda en az meşgul araç servisini sizin için seçeceğiz.
Jeneratör tamir maliyeti
Orijinal yedek parça maliyeti dahil jeneratör onarım hizmetleri fiyatları |
|
|---|---|
Fırça aksamının değiştirilmesi (bazı modeller için) |
|
Voltaj regülatör rölesinin değiştirilmesi |
|
Diyot köprüsünün değiştirilmesi |
|
Diyotların değiştirilmesi |
|
Rotor halkalarının değiştirilmesi |
|
Rulmanların değiştirilmesi |
|
Rotor değişimi veya onarımı |
|
Stator sargısının değiştirilmesi |
|
Rulman ara parçalarının değiştirilmesi |
yalnızca iş - 500 RUR |
Kasnağın değiştirilmesi |
|
Tek yönlü kavramanın değiştirilmesi (bazı modeller için) |
|
|
Jeneratörün sökülmesi ve takılması |
|
Seçeneklerden biri hızlı onarım Arabanın jeneratörü bozulduğunda, daha önce restore edilmiş bir üniteyle değiştirilir. Onarım süresi yarı yarıya azalır ve yalnızca arızalı bir jeneratörün çalışan bir jeneratörle değiştirilmesiyle sınırlıdır. Bu hiçbir şekilde işin maliyetini etkilemez, hatta daha karlı bir işlemdir. Sunduğumuz tüm kullanılmış jeneratörler tam bir yenilemeden geçmiş, ardından muayene ve testlerden geçmiştir.
Yaptığımız onarımlara örnek olarak, tamamlanan çalışmalar, maliyetler ve yeni modeller ile sürekli güncellenecek otomobil markaları ile ilgili bölümler yayınlıyoruz. Fiyatlarımız sabit, adil ve Moskova'daki en düşük fiyatlardan biridir.
Jeneratörlerin yenilenmiş olanlarla değiştirilmesi
Onarım için yeterli zaman yoksa ve her dakikayı saymaya alışkınsanız, bu durumda size daha önce restore edilmiş kullanılmış bir jeneratörün değiştirilmesini sunabiliriz. Tüm birimler tamamen restore edildi, elden geçirildi ve test edildi. Bu durumda onarım bedeli karşılığında değiştirme işlemini gerçekleştiriyoruz. Çalışma süresi, sökme ve takma için harcanan aralıklara azalır. Standart garanti geçerlidir.
Değişim, 20 ila 30 dakika sürebilen sorun giderme sonrasında gerçekleştirilir.



